Savonia-artikkeli Pro: Formnext 2025 tilannekatsaus, osa 2: metallin jauhepetitulostus
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
Tässä Formnext 2025 -messujen tilannekatsauksen toisessa osassa keskitytään metallin jauhepetitulostukseen, joka on tällä hetkellä yleisin metallin 3D-tulostusmenetelmä.
Metallin jauhepetitekniikan tyypillinen käyttökohde on prototyyppien valmistus, mutta viime vuosina painopiste on siirtynyt entistä enemmän lopputuotteiden suuntaan. Menetelmän käyttöä sarjavalmisteisten lopputuotteiden valmistuksessa ovat kuitenkin hidastaneet teknisten haasteiden lisäksi kustannustekijät. Haasteista huolimatta messuilla on viime vuosien aikana alkanut näkyä yhä enemmän esimerkkejä menetelmän soveltuvuudesta sarjatuotantoon. Formnext 2025 -messujen osalta tilanne oli muuttunut, sillä esimerkkejä sarjatuotanto-osista oli runsaasti useilta eri laitevalmistajilta.
Kun osavalmistuksessa siirrytään yksittäiskappaleista tai piensarjoista sarjatuotantoon, skaalaus aiheuttaa haasteita koko prosessille materiaalinkäsittelystä valmiiden kappaleiden jälkikäsittelyyn. Kuten tilannekatsauksen aiemmassa osassa kerrottiin, Terry Wohler nosti messuilla pitämässään esityksessään esille sen, että Kiinassa skaalauksessa on onnistuttu ja maa on yleisestikin ottaen noussut edelläkävijäksi valmistusmenetelmän hyödyntämisessä.
Kiinasta löytyy metallin jauhepetitulostukseen runsaasti laitevalmistajia, materiaalivalmistajia sekä palveluntarjoajia. Maasta löytyy myös useita esimerkkejä operaattoreista, jotka toimivat kaikissa kolmessa roolissa saavuttaen merkittävää kustannusetua kilpailijoihin nähden.
Vaikka Suomen ja Kiinan 3D-tulostusmarkkinoita ei voi suoraan verrata toisiinsa erilaisesta markkinataloudesta johtuen, toimivat kiinalaiset palveluntarjoajat esimerkkinä siitä, mitä skaalattu tuotanto voi suuremmilla markkinoilla tarkoittaa.
Tulostuskapasiteettia tarkasteltaessa Suomessa toimii vain muutamia metallin 3D-tulostuspalveluja tarjoavia yrityksiä, joista suurimmillakin on alle kymmenen teollisen tason 3D-tulostusjärjestelmää. Kiinassa puolestaan toimii useita palveluntarjoajia, joilla on useita satoja metallin 3D-tulostusjärjestelmiä ja niitä palvelevia jälkikäsittelyjärjestelmiä. Terry Wohler mainitsi messuilla pitämässään esityksessään muutamia esimerkkejä:
- BLT, eli Bright Laser Technologies: 400+ metallin jauhepetitulostinta, 400+ CNC -työstökeskusta jälkikäsittelyyn, useita atomisaattoreita jauheen valmistukseen
- WeNext: 600+ teollista AM-järjestelmää, 200 CNC-työstökeskusta. Yritys valmisti 13 miljoonaa osaa 2023.
- Fohan 3D: 800+ teollista AM-järjestelmää, valmisti ~20 miljoonaa osaa 2023.
Jauhepetitekniikan käyttäminen sarjatuotannossa
3D-tulostuksen hyödyntämisestä osien sarjatuotantoon löytyy vuosi vuodelta enemmän esimerkkejä laajasti eri toimialoilta. Terry Wohler listasi esityksessään joitakin metallitulosteiden osalta julkisuuteen kerrottuja osia, joista oli esimerkkejä esillä myös näytteilleasettajien osastoilla.
Kännykän saranaosat
Vuonna 2023 valmistettiin noin 1,5 miljoonaa kännykän saranaosaa metallin 3D-tulostuksella. 3D-tulostuksen käyttö mahdollisti ohuemman saranarakenteen, kevyemmän rakenteen sekä osamäärän vähentämisen. Kyseessä oli yksi ensimmäisistä metallin jauhepetimenetelmällä valmistetuista sarjatuotanto-osista kuluttajaelektroniikassa.
Matkapuhelinvalmistaja Honor käytti menetelmää titaanisen saranaosan valmistuksessa Honor Magic V2 -taittopuhelimessa. Sittemmin myös esimerkiksi OPPO on kertonut käyttävänsä 3D-tulostettuja titaanisia saranaosia Find N5 -taittopuhelimessa

Muottien valmistus kenkätuotannossa
Kiinalainen metallitulostimia valmistava Farsoon on kertonut, että yli 100 yrityksen valmistamaa metallitulostinta on käytössä kenkien muottituotannossa. Määrä on tietenkin hyvä suhteuttaa valmistettavien tuotteiden määriin vuositasolla – Kiinan kokoisessa valtiossa kuluu yksi, jos toinenkin kenkäpari vuodessa. 3D-tulostettavat muotit mahdollistavat pienempienkin eräkokojen valmistamisen kustannustehokkaasti sekä nopeat muutokset tuotteiden ulkonäköön.

Kellorunkojen valmistus
Apple on kertonut, että sen kellomallien ”Apple Watch Ultra 3” ja ”Titanium Series 11” rungot valmistetaan 3D-tulostamalla titaanista jauhepetitekniikalla. Yrityksen mukaan jauhepetimenetelmän käyttäminen mahdollistaa jopa 50 % raaka-ainesäästöt aiempaan valmistusmenetelmään verrattuna, mikä tarkoittaa noin 400 tonnia vuodessa.
Titaanisten (Ti6Al4V) kellorunkojen valmistusta jauhepetitekniikalla esiteltiin useiden eri laitevalmistajien osastoilla. Tärkeässä osassa tämänkaltaisten osien valmistusta jauhepetitekniikalla on tukirakenteiden optimointi, johon laitevalmistajilla on omia ratkaisujaan. Seuraavassa kuvassa vasemmalla australialaisen AMPro Innovations -yrityksen esimerkki, jossa käytettiin yrityksen SP261-tulostinta, tulostusaikana 90 tuntia (360 kpl/ajo eli 15 min/ kpl). Keskellä Renishawin esimerkki ja oikealla EOS:n esimerkki, laitteena EOS M4 Onyx.
Näiden lisäksi messuilla oli runsaasti muitakin esimerkkejä jauhepetimenetelmän hyödyntämisestä eri teollisuudenaloilta.
Länsimaiselta kannalta katsottuna oli hieman huolestuttavaa, että monet esimerkeistä olivat suurilta kansainvälisiltä osavalmistajilta, jotka valmistavat tuotteet Kiinassa. Yksi 3D-tulostuksen mahdollisista hyödyistä on kustannustehokas valmistus sijainnista riippumatta, mutta näyttää vahvasti siltä, että Kiina on viemässä pidemmän korren myös 3D-tulostettavien osien valmistuksessa maailmanlaajuisilla markkinoilla.
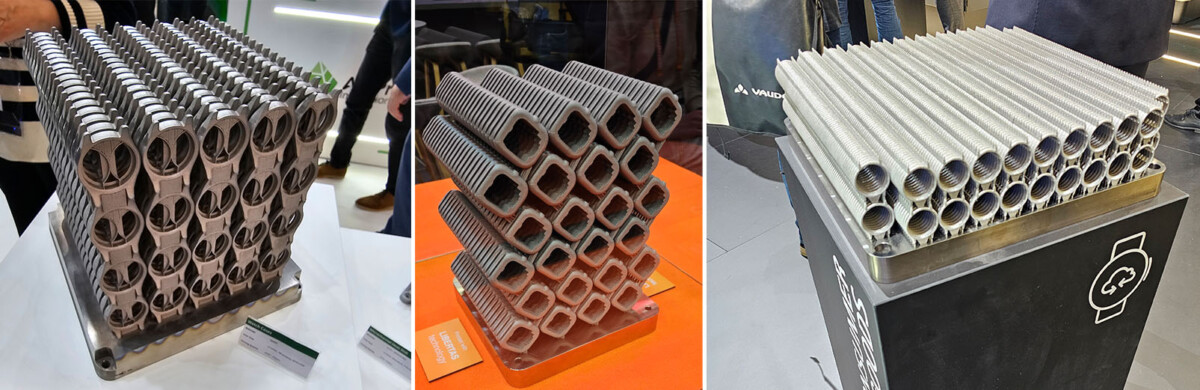
Seuraavassa kuvassa on kolme Farsoonin osastolla esillä ollutta esimerkkiä sarjatuotanto-osista. Niitä yhdistää suuren ajokohtaisen osamäärän lisäksi osan geometrian ja tarvittavan tukirakenteen optimointi, joka on mahdollistanut vähäisemmän tukimateriaalin tarpeen tulostusprosessissa. Tämä nopeuttaa niin valmistusnopeutta kuin myöhempiä jälkikäsittelyvaiheitakin.
Esimerkeistä kaksi oli Brosen osatuotannosta autoteollisuuden tarpeisiin. Materiaalina näissä oli ”Brose Green Steel” kierrätysteräs, jonka raaka-aineena käytetään yrityksen oman osatuotannon sivuvirtoja. Kuvassa vasemmalla on tukivarsi, joita mahtui yhteen tulostusajoon 368 kpl. Yhdellä osalla on painoa 252 g ja koko tulostusajon osilla 92 kg. Keskellä puolestaan lukitussäädin, ”Locking Adjuster”, joita oli pakattu yhteen ajoon peräti 21 528 osaa. Yhden osan paino oli 22 g ja kaikkien osien yhteispaino 475 kg.
Kuvassa oikealla puolestaan Stark Future -yrityksen titaanista valmistettu moottoripyörän jalkatappi joita oli yhdessä ajossa 106 kpl. Tulostus- tai valmistusajoista ei näiden esimerkkien osalta ollut mainintaa.
Hyviä esimerkkejä sarjatuotantoon soveltuvista osista ovat erilaiset käsiaseiden äänenvaimentimet, joita oli messuilla esillä useilla laitevalmistajien osastoilla.
Kyseessä ei ole enää harvinainen käyttökohde, sillä monilta suuremmilta ja myös useilta pienemmiltä asevalmistajalta löytyy valikoimista 3D-tulostettuja äänenvaimentimia. Äänenvaimennin on rakenteensa puolesta hyvä käyttökohde jauhepetitekniikalle, sillä sen sisärakenne on monimuotoinen ja pintakin voidaan halutessaan räätälöidä suhteellisen pienellä vaivalla malli- tai asiakaskohtaisesti muokatuksi versioksi. Hyödyt eivät rajoitu pelkästään edellä mainittuihin massaräätälöinnin etuihin, vaan 3D-tulostetut äänenvaimentimet voivat olla myös selvästi tehokkaampia kuin perinteisesti valmistetut osat. Lisäksi ne voidaan valmistaa yhtenä osana vähentäen kokoonpanon tarvetta ja irrallisia nimikkeitä.

Messujen suurimmat jauhepetitulosteet
Vaikka jauhepetitekniikka ei tyypillisesti ole suuren kokoluokan osien valmistukseen optimaalinen valmistusmenetelmä, markkinoilta löytyy laitteita suurillakin tulostustilavuuksilla. Tämän hetken suurin jauhepetitulostin on Eplus3D EP-M2050, jonka tulostustilavuus on 2050 x 2050 x 1100 mm.
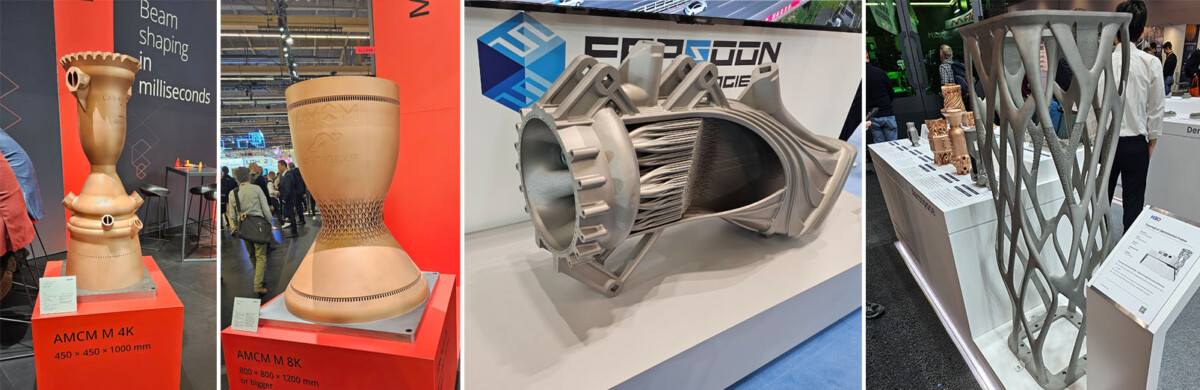
Seuraavassa kuvassa on kaksi AMCM yrityksen suuren kokoluokan jauhepetitulostetta. Kyseessä on rakettimoottorin osat, joissa materiaalina on kupari-kromi-zirkoonium (CuCrZr). Vasemmalla E2 Vast/Launcher rakettimoottorin osa, koko 450 x 450 x 1000 mm, paino 80 kg ja kerroskorkeus 80 µm. Toinen vasemmalta puolestaan 800 x 800 x 1200 mm, paino 230 kg, kerroskorkeutena 80 µm. Tulostusaikoja ei mainittu, mutta kappaleiden koko ja kerroskorkeus huomioiden ne ovat huomattavat. Farsoonin esimerkkikappale on LEAP71 -yrityksen kanssa kehitetty hypersoninen esijäähdytin (Hypersonic precooler), jossa materiaalina on ruostumaton teräs (316L). Kappaleen tarkkoja mittoja tai tulostusaikaa ei kerrottu, mutta se on 1.5 metriä pitkä. Oikealla H3D -yrityksen ruostumattomasta teräksestä tulostettu runkorakenne, jonka koko on 420 x 420 x 1300 mm, paino 59.6 kg. Tulostusajaksi oli ilmoitettu 60 tuntia.
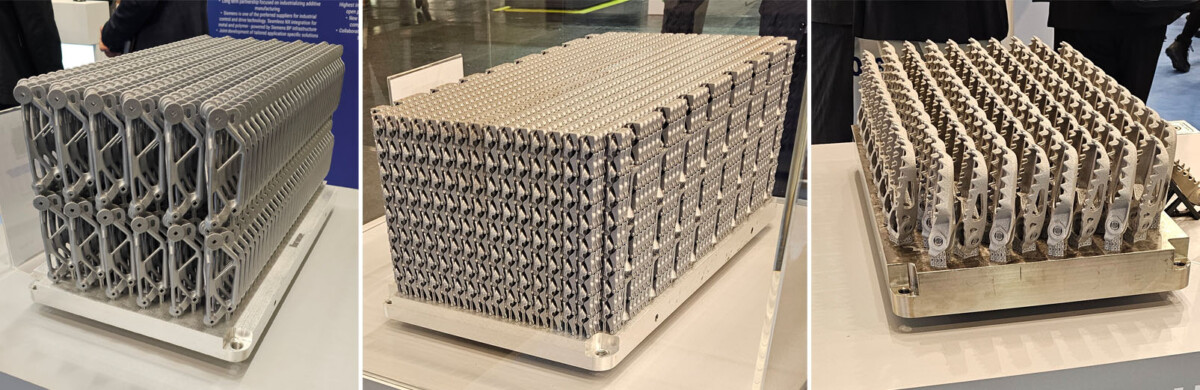
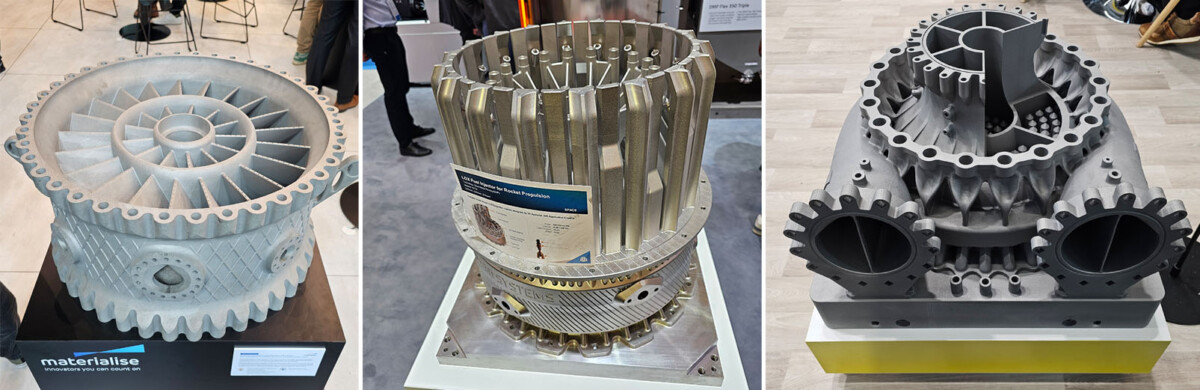
Seuraavassa kuvassa on puolestaan Materialisen, 3D Systemsin ja Nikon SLM:n osastolla esillä olleita suurempia esimerkkikappaleita.
Vasemmalla Materialisen osastolla esillä ollut Nikon SLM:n titaanista (Ti6Al4V Grade 23) valmistama välirunko ”Intermediate Casing”. Demonstraatiolla mainostettiin Nikon SLM:n uutta build processor -ohjelmistoa joka on yrityksen mukaan aiempaa ohjelmistoversiota tehokkaampi. Uudessa ohjelmistoversiossa suuret ja monimutkaiset geometriat voidaan käsitellä z-suunnassa erillisissä lohkoissa (z-chunking). Osissa käsittely vaatii vähemmän muistia ja mahdollistaa paremman lämmönhallinnan mm. alaspäin osoittavien pintojen (downskin) osalta. Parempi lämmönhallinta puolestaan vähentää muodonmuutoksia ja tukirakenteiden tarvetta. Käytännössä tämä nopeuttaa tulostusajoja, parantaa pinnanlaatua ja vähentää jälkikäsittelytarpeita.
Keskellä on 3D Systemsin osastolla esillä ollut ”LOX Fuel Injector for Rocket Propulsion”, materiaalina Inconel (Ni718), koko 490 x 450 mm, paino 92 kg, kerroskorkeus 60 µm.
Oikealla Nikon SLM:n osastolla esillä ollut injektoripää ”XRB-2E6 Injector head”, jossa materiaalina on Inconel 718 ja kerroskorkeutena 90 µm. Tulostusajaksi kerrottiin ”alle neljä päivää”.
Yleisesti ottaen suurilta laitevalmistajilta ei esitelty erityisen merkittäviä laiteuutuuksia. Alan pioneeri EOS esitteli messuilla EOS M4 Onyx laitteen, joka on uusi tuotantoversio yrityksen M400-4 laitteesta. Laitteessa on kuusi 400 W laseria ja 450 x 450 x 360 mm tulostustilavuus. Yrityksen mukaan laitteessa on suuremman lasermäärän ja tulostustilavuuden lisäksi useita parannuksia prosessinhallintaan. Laite korvaa jatkossa M400 ja M400-4 -mallit yrityksen tuoteportfoliossa.
Vaikka suurilta laitevalmistajilta mullistavia uutuuksia ei esiteltykään, oli messuilla esillä muutamia uusia laitteita metallin jauhepetitekniikkaan liittyen.
Saksalainen tutkimuslaitos LHM (Laserinstitut Hochschule Mittweida) on kehittänyt yhteistyössä Ervin Germany GmbH:n kanssa uutta, karkeaa jauhetta käyttävää jauhepetimenetelmää.
Yritys käyttää laitteesta nimitystä LPBF-XXL, ja ajatuksena siinä on käyttää jauhetta, joka muodostuu jopa millin kokoisista partikkeleista. Karkeamman jauheen käyttäminen on luonnollisesti merkittävästi edullisempaa kuin tyypillisissä laitteissa käytettävät jauheet. Koska käytettävä jauhe on kokoluokaltaan suurempaa, näkyy se myös käytetyssä kerroskorkeudessa joka voi olla luokkaa 0,5-2 mm. Tämä kasvattaa tulostusnopeutta merkittävästi – valmistajan mukaan ”tulostus on 20x nopeampaa”. Kääntöpuolena on huomioitava se, että tulostusjälki on luonnollisesti merkittävästi tyypillistä jauhepetitulostusta karkeampaa.

Tällä hetkellä kokoluokaltaan suurin tarjolla oleva järjestelmä on tulostustilavuudeltaan 4 kuution kokoinen, mutta LHM:n mukaan kyseessä on skaalautuva järjestelmä ja rakenteilla on jo 6 kuution tulostustilavuudella oleva laite. Suuri tulostusalue tarkoittaa sitä, että koko kammiota ei ole järkevä suojakaasulla suojata, vaan laitteissa on lokalisoitu suojakaasu. Laitteen hinnaksi esittelijä kertoi ”noin miljoona euroa”.
Toinen uutuuksia esittelevä yritys oli Canmora Tech, joka valmistaa kahta eri suuruisen kokoluokan jauhepetilaitteistoa. LEAM-Q järjestelmä on laserpohjainen jauhepetitulostin jonka tulostusalueen koko on 400 x 600 x 1200 mm. Laitteeseen tarjotaan optiona hybridimahdollisuutta, jonka avulla prosessin aikainen CNC-jyrsintä 5-20 kerroksen välein mahdollistaa tarkan tulostusjäljen. Laseriin pohjautuvan jauhepetijärjestelmän lisäksi yritys tarjoaa myös elektronisuihkuun perustuvaa LEAM-E -järjestelmää, jossa tulostustilavuuden koko on suurimmillaan 3.95 x 1.5 x 1.95 metriä.
Kirjoittaja
Antti Alonen, TKI-asiantuntija, Savonia-ammattikorkeakoulu
Tämä artikkeli on toteutettu 3D-tulostuksen yhteishankkeessa (3DTY). Hankkeen verkkosivut löytyvät osoitteesta: www.3dty.fi
Hanke rahoitetaan Uudistuva ja osaava Suomi 2021–2027 (EAKR) rahoitusohjelman valtakunnallisesta innovaatio- ja osaamisverkostot teemasta, jonka hallinnoiva viranomainen on Etelä-Savon ELY-keskus.
Lähteet
Formnext 2025 -tapahtuma
