Savonia-artikkeli Pro: Formnext 2025 tilannekatsaus, osa 3: suuren kokoluokan muovi- ja komposiittitulostus
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
Tilannekatsauksen kolmannessa osassa keskitytään suuren kokoluokan muovi- ja komposiittitulostukseen.
Formnext 2025 -messut Frankfurtissa tarjosivat kattavan katsauksen suuren kokoluokan muovi- ja komposiittitulostuksen nykytilaan ja kehityssuuntiin. Erityisesti granulaattipohjaiseen pursotukseen perustuva robottitulostus (FGF, fused granulate fabrication) oli vahvasti esillä useiden laitevalmistajien osastoilla sekä käytännön sovellusesimerkeissä. Teknologia on siirtymässä prototyyppikäytöstä kohti teollista tuotantoa erityisesti muottien, huonekalujen sekä meriteollisuuden sovellusten valmistuksessa
Suurikokoisen robottitulostuksen keskeisiä etuja ovat edullisemmat materiaalikustannukset filamenttipohjaiseen tulostukseen verrattuna, mahdollisuus käyttää kuituvahvistettuja teknisiä muoveja sekä tuotantokappaleiden mittakaavan kasvattaminen useiden metrien kokoluokkaan. Samalla prosessin haasteet liittyvät edelleen erityisesti lämpötilanhallintaan, kerrosten väliseen tartuntaan sekä prosessin toistettavuuteen.
Messuilla nähtiin useita demonstraatiokappaleita, kuten veneenrunkoja, ajoneuvoteollisuuden komponentteja sekä komposiittimuotteja, jotka havainnollistivat teknologian soveltuvuutta suoraan tuotantokäyttöön. Useat järjestelmätoimittajat korostivat esimerkeissään hybridivalmistuksen merkitystä, jossa 3D-tulostus yhdistetään CNC-jyrsintään samassa tuotantosolussa mittatarkkuuden ja pinnanlaadun parantamiseksi.
Tämä katsaus kokoaa yhteen Formnext 2025 -messuilla esillä olleita keskeisiä suuren kokoluokan robottitulostusratkaisuja, materiaaleja ja sovellusesimerkkejä. Tarkastelu keskittyy erityisesti FGF-pohjaisiin järjestelmiin sekä niiden teollisiin käyttökohteisiin Euroopan markkinoilla.
CEAD on yksi johtavista suuren kokoluokan muovi- ja komposiittimateriaalien 3D-tulostusjärjestelmien valmistajista. Yritys oli ensimmäisiä laitevalmistajia, jotka tarjosivat FGF-tulostukseen perustuvia järjestelmiä robottisoluihin. Myöhemmin valikoima laajeni kattamaan erilaiset integroidut tuotantojärjestelmät, joissa yhdistyvät 3D-tulostus, CNC-jyrsintä ja automaatio. Suomessa kaikki suurimmat robottitulostusjärjestelmät muovitulostukseen ovat käyttäneet CEADin ekstruudereita. Osaltaan tämä on johtunut siitä, että yritys oli viisi vuotta sitten lähes ainoa varteenotettava vaihtoehto erillisten ekstruuderien tarjonnassa. Tilanne on sittemmin muuttunut, mutta vieläkin valtaosa markkinoilla olevista laitevalmistajista myy vain kokonaistoimituksia erillisten ekstruuderien sijaan.
CEADin tarjoamia kokonaisjärjestelmiä ovat mm. robottipohjainen Flexbot -ratkaisu, portaalirakenteinen Flexcube ja hybridivalmistukseen tarkoitettu, gantrypohjainen BEAD, joka on kehitetty yhteistyössä italialaisen Belottin kanssa. Kokonaisjärjestelmien lisäksi yritys tarjoaa ekstruudereita edelleen erillisinä laitteina, jotka asiakkaat voivat integroida omiin järjestelmiinsä. Tänä vuonna yritykseltä ei esitelty tuoteuutuuksia, vaan pääpaino oli teollisen tuotannon esimerkkikappaleissa.
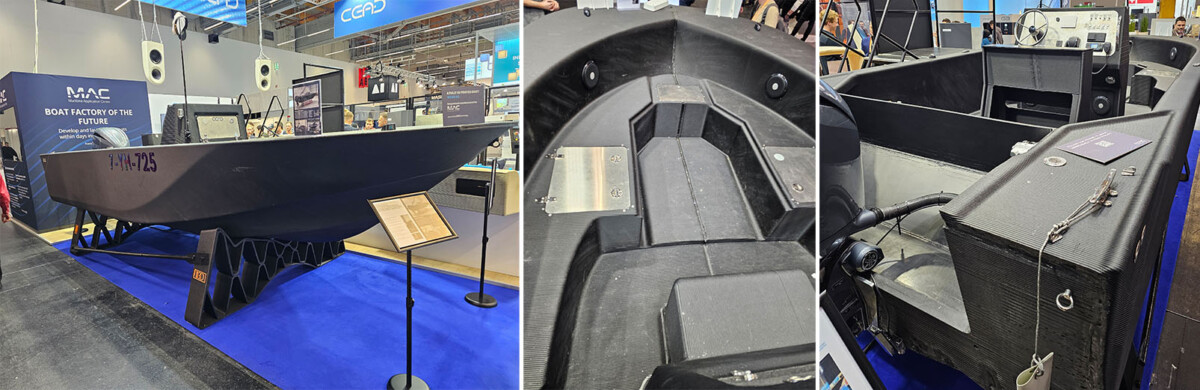
CEAD on panostanut viime vuosina huomattavasti meriteollisuuden käyttökohteisiin, pääpainona veneiden runkojen suoratulostus ilman muotteja. Yritys on perustanut tätä varten erillisen MAC -tutkimuskeskuksen (Maritime Application Center), joka toimii testiympäristönä suurten veneenrunkojen tulostukselle, materiaalikehitykselle, prosessien automatisoinnille sekä yhteistyölle teollisuusyritysten ja telakoiden kanssa.
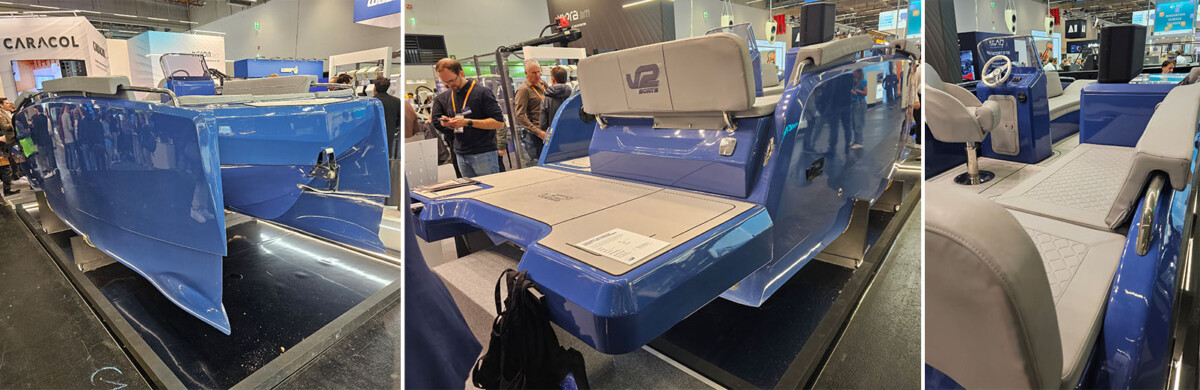
CEADin osastolla esillä ollut kalastusvene oli ulkomitoiltaan messujen toiseksi suurikokoisin. Tulostusmateriaalina veneessä on yrityksen kehittämä CEAD HDPro, jossa on 25 % lasikuitua ja joka on valmistajan mukaan tuplasti jäykempää kuin perus HDPE -materiaali. Veneen tulostusaika on noin 88 tuntia ja se painaa 820 kg. Ulkomitat ovat 3500 x 1950 x 1190 mm. Toisin kuin monet muut esimerkkitulosteet messuilla, vene oli jätetty jälkikäsittelemättä eli suoraan tulostuspinnalle. Tämä antoi hyvän kuvan siitä, minkälaiseen pinnanlaatuun prosessi tällä hetkellä kykenee.
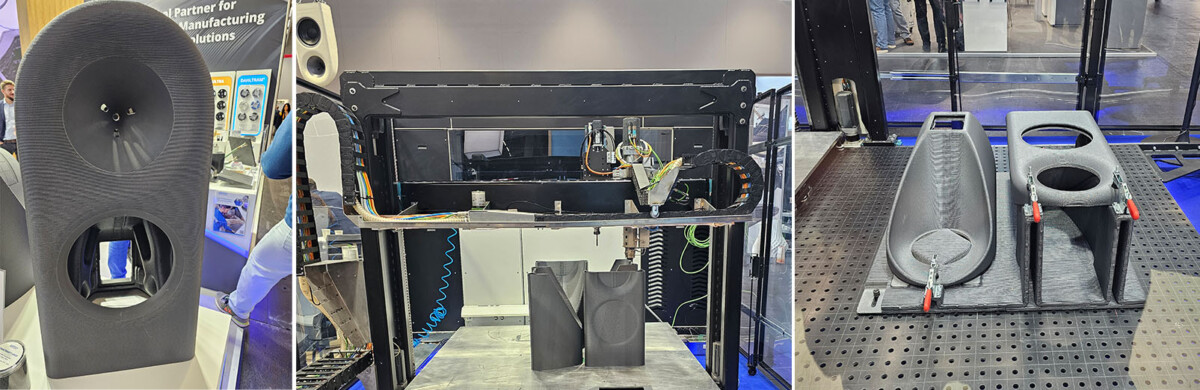
Tulostetun veneen lisäksi messuvierailijoiden mielenkiintoa piti hereillä osastolla jatkuvasti pyörinyt Flexcube-järjestelmän live-demonstraatio kaiutinrungon valmistamisesta. Kyseessä oli Addit Audion kanssa toteutettu ”Monihorn speaker system” -esimerkki, jossa valmistettiin neljä kaiutinrunkoa kerralla, minkä jälkeen niille tehtiin jälkikäsittelyvaiheita jyrsimällä samassa Flexcube-solussa. Kaiutinrungon materiaalina oli Dahltram T-100GF, joka on kierrätettyä, lasikuituvahvistettua (30 %) PETG-muovia. Tulostusaika on noin 6 tuntia ja paino 17 kg. Kaiuttimen ulkomitat ovat 400 x 400 x 1000 mm. Seuraavassa kuvassa näkyy kaiutindemonstraation eri vaiheita. Kyseessä ei ollut täysin automaattinen prosessi, vaan jälkikäsittelyä varten kaiuttimet kiinnitettiin käsin pikakiinnittimillä koneistusjigiin.
Kaiutindemonstraation ja esimerkkien lisäksi esillä oli muitakin esimerkkejä teollisista suuren kokoluokan lisäävän valmistuksen (LFAM, Large Format Additive Manufacturing) sovelluskohteista, kuten meriteollisuuden ja työkalumuottien tuotannosta.
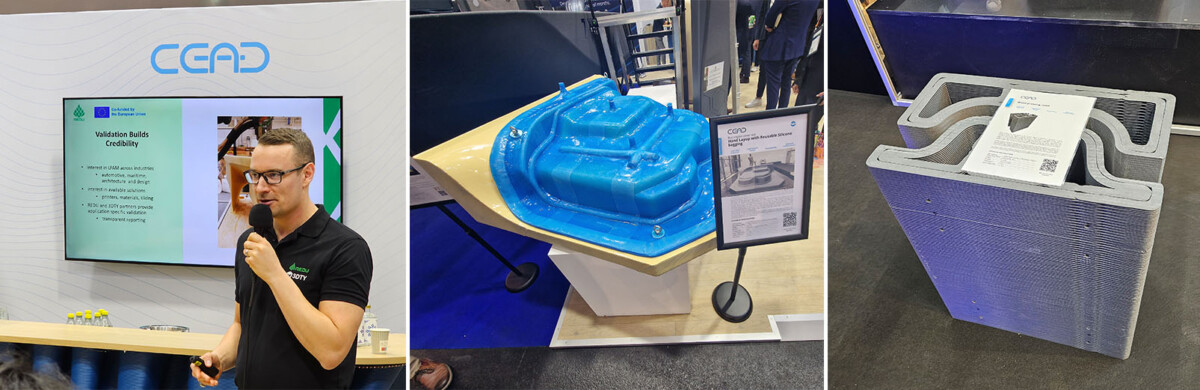
CEAD järjesti osastollaan keskiviikkona partnerisession otsikolla ”Shaping Seas, Building Horizons, Redefining Tooling Approach for Composite Market”. Esityksissä käytiin läpi komposiittityökalujen valmistuksen arvoketjua tulostusmateriaalin, robottiohjauksen, tulostuksen, jälkikäsittelyn ja digitaalisen integraation osalta. Puhujina oli CEADin lisäksi Airtech (materiaali), Adaxis (ohjelmisto) ja REDU (tulostus+jälkikäsittely). REDUn esityksen piti Jakob Haerting otsikolla ”Validation for LFAM” ja se pohjautui REDUn kokemuksiin CEAD Flexcube -järjestelmän käytöstä.
Alla olevassa kuvassa oikealla osastolla ollut esimerkki komposiittityökalusta puuviilujen/levyjen lämpöpuristukseen. Muotti on valmistettu Airtechin lasikuituvahvistetusta T100GF-materiaalista joka on tarkoitettu erityisesti suurikokoisiin puristus- ja laminointimuotteihin. Muotin koko on 420 x 210 x 480 mm, paino 40 kg ja tulostusaika 4,5 tuntia. Kuvassa keskellä puolestaan ”Bus engine cover tool” -komposiittimuotista, jolla valmistetaan linja-auton moottoritilan suojakoteloita. Sen mitat olivat 1280 x 1240 x 410 mm, paino 90 kg ja tulostusaika 20 tuntia.
Caracol on vuonna 2017 perustettu italialainen robottipohjaisten suuren kokoluokan 3D-tulostusjärjestelmien valmistaja. Yritys kehittää integroitua robotiikkaan perustuvaa lisävalmistusteknologiaa yhdistämällä laitteiston, ohjelmiston ja materiaaliprosessit samaan tuotantojärjestelmään. Caracol on kasvanut viime vuosina nopeasti, ja vuonna 2025 se osti saksalaisen Hans Weber Maschinenfabrik GmbH -yrityksen AM -liiketoiminnan keskeiset teknologia- ja immateriaalioikeudet. Tämä ei kuitenkaan vielä näkynyt yrityksen toiminnassa tai osastolla.
Caracol on tällä hetkellä CEADin merkittävin kilpailija Euroopassa, mutta tarjoaa muovitulosteiden lisäksi suuren kokoluokan metallitulostusjärjestelmiä. Yrityksen keskeiset tuotteet ovat Heron AM -järjestelmä polymeerien ja komposiittien FGF-tulostukseen sekä Vipra AM -järjestelmä metallien WAAM-valmistukseen robottialustoilla.
Meriteollisuuden käyttökohteet ovat yksi selvimmistä sovelluskohteista suuren kokoluokan robottitulostukselle, ja Caracol on ollut aiheen parista uutisissa useiden vuosien ajan. Yritys valmisti vuonna 2022 Beluga-purjeveneen kierrätyspolymeeristä ja vuonna 2025 vuorossa oli monoliittinen katamaraani. Katamaraani oli todennäköisesti Formnext 2025 -messujen suurin ja näyttävin 3D-tulostettu rakenne. Materiaalina oli lasikuituvahvistettu (30 %), kierrätetty PP. Tulostusajaksi yritys ilmoitti 180 tuntia ja painoksi 1200 kg. Katamaraanin mitat ovat 6100 x 2300 x 1500 mm. Esillä oli loppuun asti viimeistelty ja varusteltu tuote.
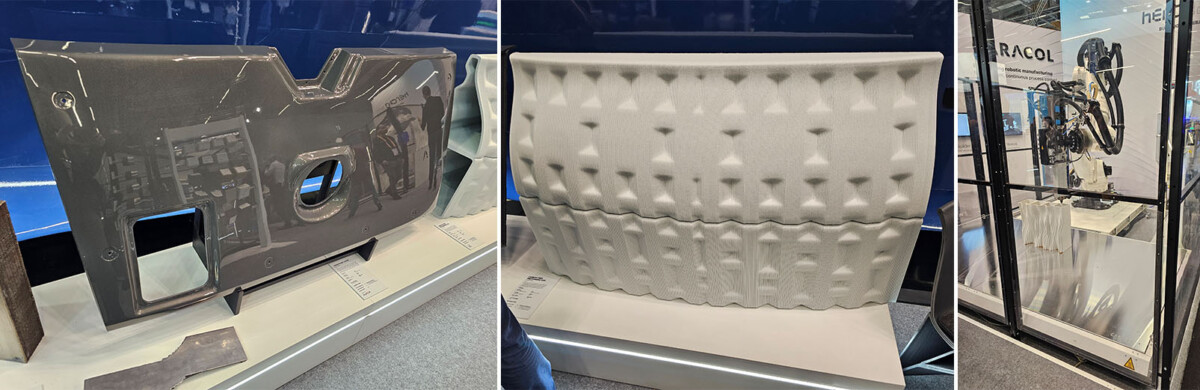
Katamaraanin lisäksi messuilla oli esillä Heron AM -tulostussolu sekä useita case-esimerkkejä eri toimialoilta. Seuraavassa kuvassa on esiteltynä niistä kaksi. Kuvassa vasemmalla on junan etupaneeli, jonka materiaalina on palonkestävä, lasikuituvahvistettu (25 %) PA6. Osan mitat ovat 1800 x 800 x 80 mm, paino 20 kg ja tulostusajaksi ilmoitettiin 18 tuntia. Osa oli viimeistelty maalaamalla. Kuvassa keskellä puolestaan hiilikuidun esimuotoilutyökalu, jota käytetään hiilikuitupaneelien valmistuksessa. Sen materiaalina oli lasikuituvahvistettu (30 %) kierrätetty PETG, mitat 835 x 1400 x 350 mm, paino 65 kg ja tulostusaika 10 tuntia. Lopullinen jälkikäsittely tapahtuu koneistamalla.
Tulostussolujen ja tulostusesimerkkien lisäksi Caracol esitteli messuilla lämpökamerapohjaisen prosessinseurantapään, joka integroituu Eidos Manufacturing Software Suite -ohjelmistoon. Eidos Nexus -nimellä kulkevaa järjestelmää kehitetään yhdessä Mattan kanssa, ja se tuo tekoälypohjaisia ohjaus- ja prosessinseurantatoimintoja autonomisemman tuotannon mahdollistamiseksi. Tavoitteena on tulevaisuudessa suljettu takaisinkytkentä, joka mahdollistaa automaattisen prosessin säätämisen parhaan tulostuslaadun saavuttamiseksi.
Caracol on yksi alan näkyvimmistä toimijoista tällä hetkellä, joten kyseessä on mielenkiintoinen kehitysaskel. Toistaiseksi järjestelmä mahdollistaa vain prosessin seurannan, ja keskeneräisyydestä kertoi sekin, että hintaan ja saatavuuteen liittyviä tietoja ei vielä ollut saatavilla. Lämpökameroiden sijoittuminen tulostuspäähän näkyy seuraavassa kuvassa vasemmalla. Kuvassa oikealla 3D-tulostettu seinäpaneeli, joka on valmistettu 990 x 150 x 1000 mm moduuleista. Tulostusmateriaalina oli lasikuituvahvistettu, kierrätetty PETG, paino 35 kg ja tulostusaika 11 tuntia per moduuli.

Airtech Advanced Materials Group on yhdysvaltalainen materiaalivalmistaja, jolla on tytäryhtiö myös Euroopassa. Airtech on toiminut jo vuodesta 1973 lähtien komposiittityökalumateriaalien, vakuumipussitusratkaisujen ja lisävalmistuksen polymeerien kehittäjänä erityisesti ilmailu-, auto-, meri- ja energiateollisuudelle. Yritys toi vajaa kymmenen vuotta sitten markkinoille Dahltram®-granulaatit suuren kokoluokan tulostukseen. Muutama vuosi sitten tarjonta laajentui myös filamenttipuolelle Kimya® by Airtech -tuoteperheen myötä.
Yritys on erikoistunut tulostusmateriaaleissa teknisiin erikoismateriaaleihin, kuten korkean lämpötilan materiaalit, autoklaavin kestävät materiaalit ja UV-kestävät materiaalit. Valtaosa messuilla esillä olleista vaativien käyttökohteiden demonstraatiotulosteista oli valmistettu Airtechin materiaaleilla. Airtech on profiloitunut materiaalivalmistajaksi erityisesti teollisuuden muottisovelluksissa, mutta tänä vuonna esille oli tuotu myös esimerkkejä materiaalien soveltumisesta lopputuotteisiin.
Mielenkiintoisena sivuhuomiona on se, että yritykseltä granulaatteja tilatessa täytyy täyttää lomake, jossa vakuutetaan, että hankittava materiaali ei kohdistu mm. pakotteiden alaisiin tuotteisiin. Vaatimus tulee Airtechin amerikkalaiselta emoyhtiöltä ja koskee myös kaikkia eurooppalaisia asiakkaita.
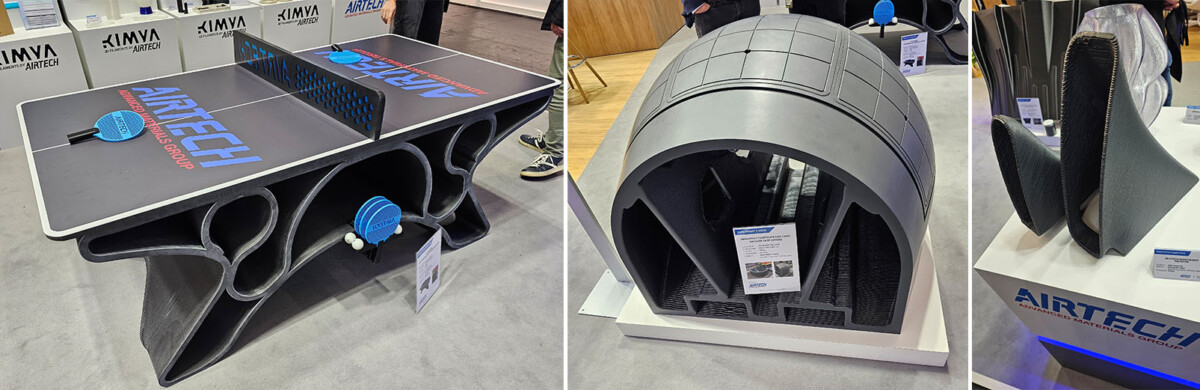
Seuraavassa kuvassa olevat esimerkkikappaleet on valmistettu Thermwood 1040 LSAM tulostusjärjestelmällä. Kuvassa vasemmalla oleva pingispöytä on mitoiltaan 2200 x 1000 x 900 mm ja painaa 220 kg. Sen tulostusajaksi on ilmoitettu 8 tuntia. Materiaalina on Dahltram® S-150 CF (20 % hiilikuituvahvistettu ABS). Myös pingismailat oli 3D-tulostettu, materiaalina Kimya TPU ja PLA.
Keskellä on lentokoneteollisuuden alipainekiinnitysjigi trimmaukseen. Materiaalina on Dahltram® T-100GF, joka on kierrätetty kopolyesteri, lasikuidulla (30 %) vahvistettuna. Osan paino on 230 kg ja mitat 1200 x 1000 x 920 mm. Kuvassa oikealla on BBI GT2EVA -jäähdyttimen ilmanohjauskanava. Materiaalina sama Dahltram® T-100GF, tulostusaikana 4 tuntia.
Yizumi on kiinalainen ruiskuvalukoneiden valmistaja, joka on toiminut alalla 2000-luvun alusta lähtien. Viimeisen viiden vuoden aikana tarjontaan on tullut mukaan suuren kokoluokan 3D-tulostus, jossa tekniikkana käytetään granulaattipohjaista ekstruusiota (FGF). Yrityksen 3D-tulostusratkaisut pohjautuvat SpaceA-tuoteperheeseen, joka muodostuu käsivarsirobotista, FGF-ekstruusiopäästä ja oheisautomaatiosta.
SpaceA-tuoteperhe jakaantuu kolmeen eri kategoriaan: S-Line (kompakti all-in-one-järjestelmä), B-Line (suuremmat LFAM-ratkaisut) ja C-Line (asiakaskohtaisesti konfiguroitava tuotantojärjestelmä). Toistaiseksi yrityksen järjestelmissä on käsivarsirobottina KUKA, mutta jatkossa tarjonta on tarkoitus laajentaa muihinkin robotteihin.
Formnext 2025 -messuilla Yizumi esitteli osastollaan useita eri kokoluokan robottitulostusratkaisuja. Kilpailijoista poiketen eri tulostusratkaisujen perushinnat olivat selvästi osastolla näkyvillä. Vaikka lopullinen hinta määräytyykin valittujen optioiden perusteella, vaikutti yrityksen hintataso selvästi länsimaisia kilpailijoita edullisemmalta.
Esimerkiksi seuraavassa kuvassa esillä oleva SpaceA F-line F3 oli lähtöhinnaltaan n. 150 000 €, F2 lähtöhinnaltaan 125 000 € ja pienimmän kokoluokan F1 puolestaan 100 000 €.

Mielenkiintoinen optio oli SpaceA F-line -järjestelmään tarjolla oleva kuljetushihna, joka toimii tulostusalustana. Tämä mahdollistaa solun käyttämisen automaattisessa sarjatuotannossa, kun robottisolu voi siirtää tulostetun kappaleen kuljetushihnan avulla tulostusalueen ulkopuolelle ja aloittaa seuraavan kappaleen tulostuksen.
Itse tulostussolujen lisäksi yrityksen osastolla oli runsaasti esimerkkitulosteita eri järjestelmillä, ja eri materiaaleista valmistettuna. Esimerkit vaihtelivat huonekaluista teollisiin käyttökohteisiin. Seuraavassa kuvassa muutama osaston esimerkkituloste. Kuvassa vasemmalla 3D-tulostettu drone, materiaalina hiilikuituvahvistettu PA6 ja tulostusaikana 161 minuuttia. Keskellä 3D-tulostettu kanootti, materiaalina hiilikuituvahvistettu PP ja tulostusaikana 45 tuntia. Oikealla 3D-tulostettuja huonekaluja.

Tsekkiläinen Fanum valmistaa CNC-järjestelmiä ja FGF-tulostuspäitä sekä näiden yhdistelmiä. Yritys esitteli messuilla tulostusjärjestelmiensä lisäksi EPS (expanded polystyrene) -materiaalia kevyiden rakenteiden tulostamiseen. Materiaali syötetään ekstruuderiin normaaliin tapaan granulaattina ja vaahdotus tapahtuu ekstruusion aikana. Vaahdotettu materiaali jyrsitään hybridijärjestelmällä haluttuun tarkkuuteen. Hybridiprosessi mahdollistaa polystyreenimuottien nopean ja helpon valmistamisen.
Yrityksen edustaja kertoi, että kyseessä on (FGF-tulostukselle) uusi materiaali, joka on toistaiseksi käytössä vain heidän laitteillaan. Se soveltuu hyvin mm. meriteollisuuden tarpeisiin ja muottien valmistukseen. Yrityksen osastolla oli esillä myös perinteisemmistä materiaaleista valmistettuja esimerkkejä.

Italialainen WASP on 3D-tulostusvalmistaja, joka tarjoaa laajaa valikoimaa erilaisia 3D-tulostuslaitteita ja 3D-tulostuspäitä. Yritys on viime vuosina tuonut markkinoille granulaattia käyttäviä tulostuspäitä (FGF) ja niihin liittyviä innovaatioita. Yritys toi markkinoille muutamia vuosia sitten Cerebro -järjestelmän, joka virtaviivaistaa ja helpottaa yrityksen 3D-tulostuspäiden käyttöä robottijärjestelmissä. Cerebron avulla käyttäjä voi yhdistää ja hallita WASPin tulostuspäätä yleisimmillä teollisuusroboteilla.
WASPin osastolla oli aiempien vuosien tapaan esillä yrityksen tulostusjärjestelmiä ja ratkaisuja saven, betonin ja muovin tulostukseen. Yritys tarjoaa kolmen eri kokoluokan FGF -tulostuspäätä muovin ja komposiittimateriaalien tulostukseen. FGF -tulostuspäitä voi käyttää roboteissa tai suuren kokoluokan suljetuissa tulostusratkaisuissa filamenttipään sijaan. Yritys esitteli viime vuonna uuden WASP Cubo HDP -tulostimen, jonka tulostusalue on 1200 x 1200 x 1200 mm. Lisäksi osastolla oli esillä Wasp Rigenera 3D-murskain, joka mahdollistaa materiaalin murskauksen FGF -tulostuspäälle sopivaan kokoon. Yrityksen mukaan kaikissa sen FGF -tulostuspäissä voidaan käyttää suoraan Rigeneralla murskattua materiaalia ilman, että tämä aiheuttaa ongelmia prosessissa.
Pienin yrityksen tarjoama FGF -tulostuspää on hinnaltaan 4000 € ja se kykenee pursottamaan puoli kiloa materiaalia tunnissa. Se soveltuu painonsa puolesta esimerkiksi cobottiin. Keskikokoisella tulostuspäällä on hintaa noin 10000 € ja materiaalin pursotusnopeus on maksimissaan kaksi kiloa tunnissa. Tulostuspää soveltuu käsivarsirobottiin ja on käytössä edellä mainitussa WASP Cubo HDP -tulostimessa. Keskikokoiseen tulostuspäähän saa lisäksi optiona Metamorfosi- ja/tai Firecap-järjestelmät.
Metamorfosi mahdollistaa dynaamisen värin hallinnan tulostusprosessin aikana. Tämä tapahtuu syöttämällä, pätkimällä ja sekoittamalla CMYK-väripigmenttiä erikoisfilamentista. Järjestelmä on ilmeisesti tällä hetkellä ainoa markkinoilla oleva väritulostusratkaisu FGF -tulostuspäähän.
Firecap on puolestaan WASPin ratkaisu tulostusprosessin lämmönhallintaan. Yritys mainostaa sitä ”liikkuvana, paikallisena lämpökammiona”. Käytännössä kyseessä on kaksi tulostuspäähän integroitavaa lämpöpuhallinta. Ne lämmittävät tarvittaessa tulostettavan kerrosalueen korkeintaan 150 °C asti, mikä parantaa kerrosten välistä tarttuvuutta ja vähentää warppailua.
Suurin yrityksen tarjoamista FGF -tulostuspäistä on ”Penelope”, jonka WASP esitteli Formnext 2025 -messuilla. Sen hinta on noin 18000 € ja materiaalin pursotusnopeus on maksimissaan 13 kg tunnissa. Lisäksi tulostuspäähän on mahdollista hankkia optiona jyrsintätyökalu. Toteutus on mielenkiintoinen, sillä kyseessä on pneumatiikalla toimiva, tulostuspäässä kiinteästi oleva ratkaisu erillisen vaihdettavan karan sijaan. Yrityksen mukaan tämä mahdollistaa työkalun vaihtamisen tulostuksesta jyrsintään jopa sekunneissa. Messuesityksen perusteella tämä pitää paikkansa. Käytännön hyöty nopeudesta lienee kuitenkin varsin rajallinen, sillä oletettavasti tulostusmateriaalin tulee jäähtyä riittävästi ennen jyrsinnän aloittamista.
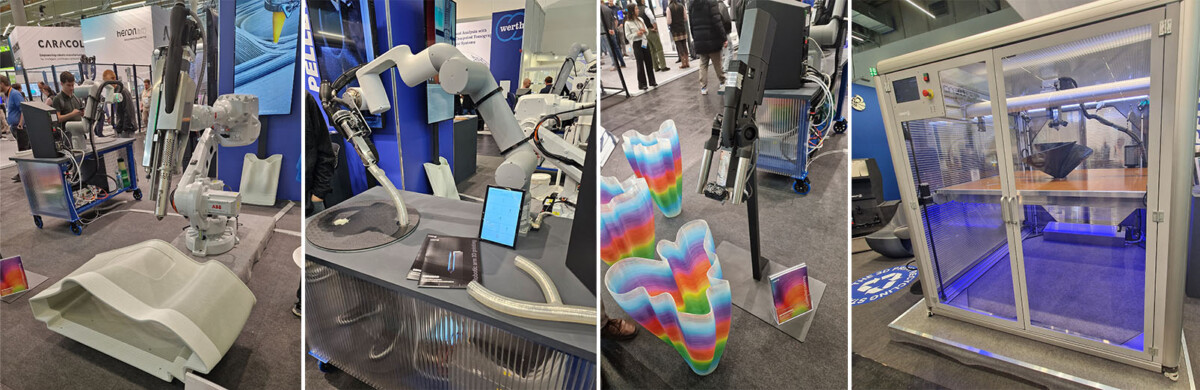
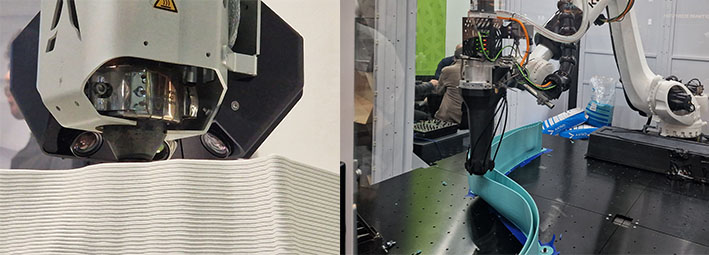
Yksi messujen uusista suuren kokoluokan muovitulostusta tarjoavista tulokkaista oli MOI Composites, joka esitteli valokovetukseen perustuvaa kertamuovien robottitulostusta. Messuilla esillä olevassa solussa oli Kukan kuusiakselinen käsivarsirobotti ja pyörityspöytä ja tulostusalueen koko 2.5 x 2.0 x 1.7 metriä. Robottisolussa käytetään yrityksen kehittämää ”Strato” -ohjelmistoratkaisua siivutukseen ja tulostuspolun hallintaan. Hybridijärjestelmissä samalla ohjelmalla hoituu myös materiaalia poistavat toimenpiteet.
Materiaalina käytetään kertamuovikomposiittitahnaa, joka sisältää vinyyliesterihartsia ja 45 % lasikuitua. Vinyyliesterihartsi on epoksin ja polyesterihartsin välimuoto, jota käytetään perinteisessä valmistuksessa erilaisissa kuituvahvisteisissa rakenteissa kuten veneissä, säiliöissä ja muoteissa.
Tulostusprosessissa tahna pursotetaan kylmänä ja kovetetaan UV-valolla. Yritys mainostaa prosessin kykenevän jopa 250 mm/s tulostusnopeuksiin ja se mahdollistaa myös loivien overhang -rakenteiden (45°, 30°, 20°) valmistamisen. Tämä voi helpottaa monimutkaisten rakenteiden tulostamisessa, vaikka käsivarsirobotin ja pyörityspöydän käyttö prosessissa vähentää overhang -rakenteisiin liittyviä haasteita jo itsessään. Koska tahna pursotetaan kylmänä, prosessi ei vaadi kerroksittaista minimiaikaa, vaan kerrosaika voi olla jopa alle yhden sekunnin. Tämä on selvä etu FGF-prosessiin verrattuna, jossa kerrosajan avulla joudutaan hallitsemaan kerrosvälilämpötilaan liittyviä haasteita.

Yrityksen osastolla oli esillä esimerkkikappaleita prosessin toiminnasta ja tulostusmateriaaleista joista muutama on esitetty edellisessä kuvassa. Tulostusnopeus huomioiden pinnanlaatu vaikutti kohtalaisen hyvältä suoraan tulostettunakin, mutta materiaali soveltuu hyvin myös koneistamalla tehtävään jälkikäsittelyyn. Osastolla oli esillä useita esimerkkikappaleita koneistamalla jälkikäsitellyistä, tulostetuista muoteista. Lisäksi esillä oli kappale, jolla havainnollistettiin materiaalin palonkestävyyteen liittyviä ominaisuuksia: materiaali ei syty eikä muodosta palavia pisaroita, sammuu itsestään liekin poistuttua eikä edistä liekin leviämistä pinnalla.
Yrityksen tarjonnassa on kaksi eri tulostuspäätä: SFM (Short Fiber Manufacturing) ja CFM (Continuous Fiber Manufacturing). Messuosastolla esillä olleessa solussa oli SFM -tulostuspää, CFM -tulostuspäässä käytettävä materiaali on lämpökovetettu ja esivalmisteltu (pre-impregnated) hartsi korkealla kuitupitoisuudella. Lisäksi tarjolla on myös hybridiratkaisu, jossa robotti on varustettu tulostuspään lisäksi jyrsintyökalulla.
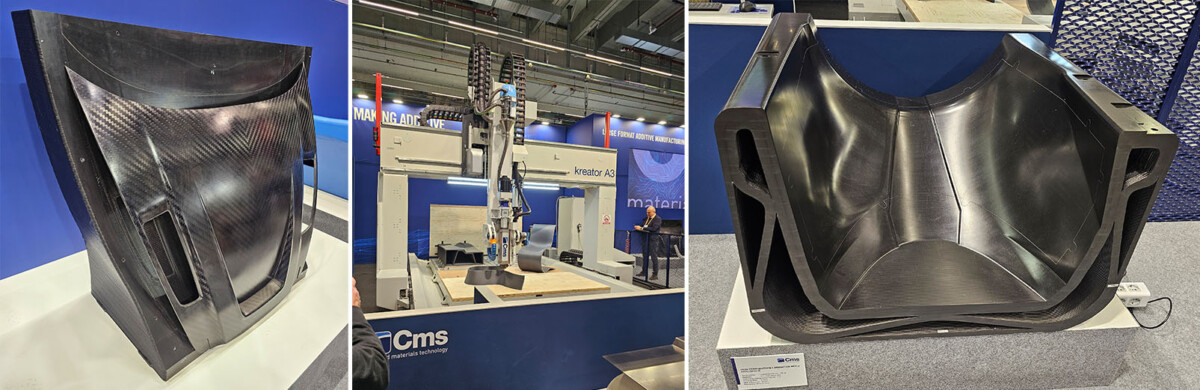
Italialainen CMS (C.M.S S.p.A.) esitteli messuosastollaan KREATOR-sarjan järjestelmäänsä, jossa FGF-tulostuspää yhdistettynä gantry-pohjaiseen CNC-järjestelmään mahdollistaa hybridivalmistuksen. Yritys käyttää omasta FGF -prosessistaan nimitystä SEAM (Screw Extrusion Additive Manufacturing). Gantry -pohjainen ratkaisu mahdollistaa hyvät koneistusominaisuudet, ja yrityksen pääasiallinen kohderyhmä näyttikin esimerkkien perusteella olevan muottiteollisuus.
Seuraavassa kuvassa muutama osastolla esillä ollut esimerkkikappale. Vasemmalla Maserati 3200 GT -mallin konepellin laminointimuotti. Materiaalina hiilikuituvahvistettu (20 %) polykarbonaatti, painona 230 kg ja ulkomitat 1600 x 1300 x 400 mm. Tulostusajaksi valmistaja ilmoitti 17 tuntia ja koneistusajaksi 20 tuntia. Muottia valmistaessa ekstruuderin syöttönopeus oli 30 kg/h.
Kuvassa oikealla korkean lämpötilan laminointimuotti avaruusteollisuuden käyttökohteeseen. Materiaalina hiilikuituvahvistettu (20 %) PEI, paino 190 kg ja ulkomitat 1200 x 900 x 1000 mm. Tulostusajaksi ilmoitettiin 8 tuntia, koneistusajaksi 24 tuntia. Kuvassa keskellä CMS Kreator A3, jolla valmistettiin messujen ajan demonstraatiokappaleita.
Messuilla oli edellä mainittujen osastojen lisäksi runsaasti muitakin laitevalmistajia ja esimerkkikappaleita, joita on poimittu tähän vielä muutama.
Seuraavassa kuvassa vasemmalla on Bretonin osastolla esillä ollut keittiön pöytä, ”Breton Kitchen Island”. Tulosteen ulkomitat ovat 3000 x 1000 x 900 mm, se painaa 450 kg ja materiaalina oli kierrätetty, lasikuituvahvistettu (30 %) PETG.
Kuvassa keskellä on teollisuuden trimmaustyökalu, jonka materiaalina on lasikuituvahvistettu (30 %) PETG. Kappaleella on painoa 105 kg ja sen ulkomitat ovat 600 x 450 x 1200 mm. Tulostusajaksi oli ilmoitettu 16 tuntia, koneistusajaksi 15 tuntia. Kuvassa oikealla on vaahtomuovitarjotin/suoja linsseille. Materiaalina on TPE-Foam. Tuloste oli esillä VDMA Showcase alueella, ja sillä esiteltiin suuren kokoluokan tulostuksen soveltuvuutta erilaisiin käyttötarkoituksiin. Tyypillisesti tämän tyyppiset geometriat valmistetaan leikkaamalla useista ohuista kerroksista, jotka liitetään toisiinsa. 3D-tulostetun kuljetussuojan kimmoisuutta voi säätää materiaalin vaahdotusastetta muuttamalla ja 3D-tulostusprosessin käyttäminen mahdollistaa osakohtaisesti räätälöidyt kuljetustarjottimet ilman materiaalihukkaa.

Muista järjestelmävalmistajista voitaisiin mainita Avenco, joka valmistaa mobiilia 3D-tulostusrobottia. Käytännössä kyseessä on käsivarsirobotti teloilla. Yritys valmistaa myös betonitulostuspäitä sekä hybridiratkaisuja muovi/komposiittitulostukseen. Yrityksen kehittämä FGF-ekstruuderi on nimeltään Avenco Avex, ja se kykenee korkeintaan 450 °C lämpötiloihin. Suuttimen koko on 2-16 mm, ja tarjolla on kolmea eri kokoista ekstruuderia. Pienimmän FGF-tulostuspään pursotusnopeus on 15 kg/h ja suurimman 50 kg/h. Messuosastolla tulostettiin 45° kulmassa viiston seinämän pintaan nähden, ja tulostuspäähän oli viritetty neljä erillistä puhallinta. Jäähdytysratkaisu vaikutti vielä kehitysvaiheessa olevalta ratkaisulta, sillä puhaltimet voivat olla robotin liikeradan esteenä monimutkaisempia rakenteita tulostettaessa.
Viime vuoden tilannekatsauksessa mainittiin LEAM-yrityksen kehittämä DEMEX joka on LED-pohjainen lämmitysjärjestelmä FGF-prosessiin. Järjestelmän ajatuksena on lämmittää LED-valonlähteillä aiempi kerros ideaaliseen välilämpötilaan, mahdollistaen lähes isotrooppiset materiaaliominaisuudet. Uusi järjestelmä myös seuraa sekä syötettävän materiaalin että suuttimen ympäristön lämpötilaa ja mahdollistaa automaattisen ja tarkan lämpöhallinnan.
Tänä vuonna järjestelmästä oli esillä versio 2, ja yrityksen edustajan mukaan se toimii aiempaa paremmin myös vaaleille materiaaleille. Musta ja tummat materiaalit toimivat kuitenkin edelleen parhaiten. Kyseessä ei kuitenkaan ole edullinen järjestelmä, sillä noin 50 000 € hinnalla se käytännössä tuplaa FGF-ekstruuderin hinnan.
Seuraavan kuvan kaksi oikeanpuolimmaista esimerkkiä ovat Lines Sonic -yrityksen sarjatuotantoesimerkit FGF-tulostuksella. Kummassakin materiaalina on lasikuituvahvistettu (30 %) PP. Vasemmanpuolimmaisena on perämoottorin suojakotelo, jonka valmistusmääränä on 40 yksikköä viikossa. Oikeanpuolimmaisena puolestaan rekan kattopaneeli, valmistusmääränä 180 yksikköä viikossa.

Tässä artikkelissa keskityttiin pääosin granulaattipohjaiseen robottitulostustarjontaan, mutta kaikkia esillä olleita aiheeseen liittyviä osastoja, esimerkkitulosteita ja laitteita ei artikkelissa listattu. Valtaosa myynnissä olevista FGF-ekstruudereista on toiminta-periaatteeltaan samankaltaisia, eikä merkittäviä teknisiä uutuuksia nähty. Messutarjonnan ja keskustelujen perusteella FGF -tulostusprosessin lämmönhallintaan ja prosessinseurantaan liittyviin haasteisiin näyttäisi olevan tulossa erilaisia ratkaisuja lähivuosina. Toistaiseksi valmista ja toimivaa ratkaisua ei kuitenkaan ole vielä tarjolla.
Kirjoittaja
Antti Alonen, TKI-asiantuntija, Savonia-ammattikorkeakoulu
Tämä artikkeli on toteutettu 3D-tulostuksen yhteishankkeessa (3DTY). Hankkeen verkkosivut löytyvät osoitteesta: www.3dty.fi
Hanke rahoitetaan Uudistuva ja osaava Suomi 2021–2027 (EAKR) rahoitusohjelman valtakunnallisesta innovaatio- ja osaamisverkostot teemasta, jonka hallinnoiva viranomainen on Etelä-Savon ELY-keskus.
Lähteet
Formnext 2025 -tapahtuma
