
Savonia-artikkeli Pro: HitLeap-hankkeen matka hitsauksen tuottavuusloikkaan
Savonia-artikkeli Pro on kokoelma monialaisen Savonian asiantuntemusta eri aiheista.
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
Suomalainen hitsaava teollisuus on perinteisesti nojannut vahvaan käsityötaitoon ja ammattilaisten korkeaan osaamiseen. Viime vuosina toimintaympäristö on kuitenkin muuttunut nopeasti. Pelkkä perinteinen ammattitaito ei enää riitä takaamaan yritysten kilpailukykyä. Konepajat joutuvat vastaamaan samanaikaisesti useisiin paineisiin: tuottavuuden parantamiseen, laadun varmistamiseen, osaajapulaan sekä kiristyviin vastuullisuusvaatimuksiin. Itä-Suomalaisen konepajan arjessa nämä haasteet näkyivät konkreettisina kysymyksinä: kuinka automatisoida pienten sarjojen hitsaus kustannustehokkaasti, miten varmistaa tuotannon laatu ja jäljitettävyys ilman ylimääräisiä työvaiheita, miten kehittää henkilöstön osaamista ilman tuotantokatkoksia ja miten kääntää asiakkaiden vaatima hiilijalanjäljen raportointi kuluerästä kilpailueduksi.
Näihin tarpeisiin vastattiin syksyllä 2023 käynnistyneellä HitLeap-hankkeella (Hitsauksen tuottavuusloikka), joka toi yhteen kolme koulutusorganisaatiota ja kymmeniä yrityksiä. Savonia-ammattikorkeakoulu, LUT-yliopisto ja Savon ammattiopisto (Sakky) muodostivat osaamisketjun, joka ulottui akateemisesta tutkimuksesta käytännönläheiseen koulutukseen ja yritysyhteistyöhön. Hankkeen tavoitteena oli tukea hitsaavan teollisuuden uudistumista digitaalisessa ja vihreässä siirtymässä, ei pelkästään teknologian tasolla, vaan myös osaamisen, toimintamallien ja yhteistyön kehittämisen kautta.

Kentän ääni määrittää kehitystyön suunnan
Hankkeen toimenpiteet ankkuroitiin tiukasti teollisuuden todellisiin tarpeisiin. Heti käynnistysvaiheessa toteutettu laaja yritysvierailukierros kartoitti alueen konepajojen nykytilan ja kehitystarpeet. Vierailuilla vahvistui, että yritysten uudistumishalu on kova, mutta investointikynnys ja uuden osaamisen omaksuminen ovat usein vaikeita kiireisen arjen keskellä.

Nämä kentältä saadut palautteet ohjasivat suoraan hankkeen työpaketteja, varmistettiin, että kehitystyö pysyi kiinni käytännön tarpeissa eikä jäänyt teoreettiseksi. Yritysten esiin nostamat ongelmat, kuten pula hitsausosaajista, laatuhaasteet automaatiossa tai tarve hiilijalanjäljen hallintaan, määrittivät ne teknologiset ratkaisut ja koulutusmallit, joita hankkeessa lähdettiin pilotoimaan yhdessä yritysten kanssa.
Essenin messuilla alan murros näkyy Euroopan hitsauskentällä
Maailman hitsausalan kehityssuunnat tukivat selkeästi HitLeap-hankkeen valintoja. Essenissä Schweissen & Schneiden 2023 -messuilla nousivat esiin erityisesti digitalisaatio, yhteistyörobotit ja laserhitsaus, jotka eivät enää olleet vain suuryritysten kokeiluja vaan siirtyneet osaksi arjen tuotantoa. Näiden teknologioiden saatavuus ja soveltuvuus pk-yrityksille oli messuilla silmiinpistävää. Tämä vahvisti käsitystä siitä, että myös koulutusorganisaatioiden on oltava askeleen edellä ja tarjottava yrityksille mahdollisuus tutustua uusiin ratkaisuihin turvallisesti ja käytännönläheisesti. HitLeap-hankkeessa tämä tarkoitti sitä, että toimimme teknologian esikoealustana, jossa yritykset saattoivat kokeilla uusia menetelmiä, arvioida niiden soveltuvuutta ja kehittää osaamistaan ennen investointipäätöksiä.
Messuhavainnot on koottu Savonia-AMK:n artikkelisarjaan:
“Essen 2023 -messut , mitä itäsuomalaisessa konepajassa kannattaisi pohtia juuri nyt”
TP2: Digitaaliset työkalut hitsauksessa
Digitaaliset työkalut ovat nousseet keskeiseen rooliin hitsaavan teollisuuden kehittämisessä. Työpaketissa 2 keskityttiin erityisesti robottien ohjelmointiin, laadunvalvontaan ja tuotannon simulointiin liittyviin ratkaisuihin. Yksi konkreettinen kehitysaskel oli etäohjelmointi (Off-Line Programming, OLP), jonka avulla robottien ohjelmointi voidaan tehdä tuotannon ulkopuolella ilman, että robotti täytyy pysäyttää. Tämä vähentää seisokkiaikaa ja nopeuttaa uusien tuotteiden käyttöönottoa. Hankkeessa järjestettiin kaksipäiväinen OLP-koulutus kaksi kertaa, joissa osallistujat pääsivät harjoittelemaan ohjelmien luontia ja simulointia virtuaalisessa ympäristössä. Lopuksi ohjelmat testattiin käytännössä Savon ammattiopiston robottisolussa. Koulutus osoitti, että etäohjelmointi ei ole vain tekninen mahdollisuus, vaan konkreettinen keino poistaa tuotannon pullonkauloja ja parantaa joustavuutta.
Koulutukseen osallistui useita alueen yrityksiä. Esimerkiksi Turula Engineering Oy on ottamassa etäohjelmointia käyttöön tuotannossaan. Yrityksen edustaja Santtu Heikkinen kertoo koulutuksen videolla kokemuksistaan ja näkemyksistään etäohjelmoinnin merkityksestä tuotannon kehittämisessä:

Yhteistyörobotiikka oli yksi työpaketin 2 keskeisistä painopisteistä. Kuopiossa ja Lappeenrannassa järjestetyt cobottien demopäivät osoittivat, että cobotti toimii hitsaajan työparina ja se hoitaa toistuvat liikkeet sekä vapauttaa ihmisen keskittymään vaativampiin tehtäviin. Tämä ei ainoastaan paranna tuottavuutta, vaan myös työn ergonomiaa ja mielekkyyttä. Demopäivissä yritykset pääsivät kokeilemaan cobottien käyttöä käytännössä ja näkemään, miten helposti ne voidaan ottaa osaksi tuotantoa ilman raskaita investointeja tai pitkiä käyttöönottoprosesseja. Kokemukset osoittivat, että cobotit madaltavat automaation käyttöönoton kynnystä ja tarjoavat pk-yrityksille konkreettisen väylän kohti joustavampaa tuotantoa.

Digitaalisia työkaluja voidaan hyödyntää hitsausprosessin hallintaan ja laadunvarmistukseen. Hankkeessa tuotiin esiin, miten datavetoiset ratkaisut muuttavat valmistuksen käytäntöjä. Esimerkiksi hitsien laadunvalvonta voidaan toteuttaa kameroiden ja ohjelmistojen avulla, jotka havaitsevat poikkeamat reaaliajassa tarkkuudella, johon ihmissilmä ei pysty. Tämä mahdollistaa nopean reagoinnin, vähentää virheitä ja parantaa tuotannon luotettavuutta. Robotteihin integroidut anturit ja kehittyneet hitsauskamerat mahdollistavat myös railon seurannan ja liikkeiden mukauttamisen kappaleiden toleransseihin. Tämä vähentää tarvetta tarkkaan esiasetteluun, joka on ollut yksi automaation esteistä erityisesti pk-yrityksissä. Virtuaalimallinnus ja simulointi puolestaan tarjoavat yrityksille mahdollisuuden testata valmistusmenetelmiä ja optimoida tuotantojärjestystä ennen investointeja. Näin hitsausprosessista tulee läpinäkyvämpi ja hallittavampi, ja päätöksenteko voidaan perustaa tietoon eikä pelkkään kokemukseen.
Lisätietoa digitaalisten työkalujen hyödyntäminen hitsauksessa ja Pathmate työkalusta löydät alta:
https://www.hitleap.fi/digitaalisten-tyokalujen-hyodyntaminen-hitsauksessa-tallenne/
https://www.savonia.fi/tki/savonia-stage-pathmate-automated-welding/
TP3: Tuotteiden valmistusystävällinen suunnittelu
Työpaketissa 3 suunnattiin katse itse tuotteisiin ja niiden suunnitteluun: miten rakenteet ja liitokset voidaan suunnitella alusta alkaen niin, että ne tukevat sujuvaa, laadukasta ja automatisoitavaa tuotantoa. Laserhitsauksen mahdollisuudet nousivat esiin erityisesti lokakuussa 2023 järjestetyssä Laserhitsauksen uudet tuulet -päivässä Kuopiossa. Tilaisuus kokosi yhteen alan asiantuntijoita ja yritysedustajia keskustelemaan siitä, miten laser- ja käsilaserhitsaus voivat muuttaa valmistuksen käytäntöjä myös pk-yrityksissä. Keskusteluissa korostui tarve tarkastella tuotteiden valmistettavuutta uudesta näkökulmasta: ei vain siitä, voidaanko tuote valmistaa, vaan miten se kannattaa valmistaa.
Laserhitsaus on prosessina nopea ja tuo vain vähän lämpöä kappaleeseen, mikä mahdollistaa sopivissa kohteissa tuottavuuden kasvattamista ja tuotteen laadun parannusta. Uuden tekniikan hyödyntäminen edellyttää kuitenkin totutusta poikkeavaa ajattelutapaa. Savonian laboratorioissa tehdyissä pilottihitsauksissa pureuduttiin erityisesti laserhitsauksen asettamiin vaatimuksiin liitossuunnittelulle. Koska laserilla tehty hitsi on hyvin kapea, korostuvat railojen sovitustarkkuus ja kappaleiden tukeva kiinnitys entisestään. Hankkeessa tuotettiin aiheesta konkreettinen julkaisu yritysten tueksi, joka antaa suuntaviivoja laserhitsaukselle sopivien liitostyyppien ja suunnitteluratkaisujen valintaan: “Liitossuunnittelu laserhitsausta varten”.
Laserteknologian käyttöönotto toi esille tiukat vaatimukset myös työturvallisuudelle. Hankkeen kokeiluissa ja tapahtumissa korostettiin, että laserhitsaus edellyttää uudenlaisia suojaimia, huolellisia tilajärjestelyjä ja selkeitä toimintatapoja, jotta työntekijöiden turvallisuus voidaan varmistaa. Yritysten on huolehdittava esimerkiksi sopivista suojaseinistä ja tarkoitukseen hyväksytyistä henkilönsuojaimista, ennen kuin näin voimakasta lasersädettä hyödyntävä tekniikka otetaan tuotantoon. (Aiheesta kerrotaan tarkemmin hankkeen artikkelissa “Työturvallisuuden huomiointi on edellytys laserhitsauksen käyttöönotolle”.) Savonian testausympäristö tarjosi yrityksille matalan kynnyksen mahdollisuuden nähdä laserlaitteisto tositoimissa. Myöhemmin hankkeessa järjestettiin myös erillinen käsilaserhitsaustekniikan kokeilumahdollisuus Savonian hitsaustekniikan laboratoriossa, sekä “Käytännönläheistä käsilaserhitsausta” -webinaari, joissa syvennyttiin kannettavien laserhitsauslaitteiden käyttöön käytännössä. Näissä tilaisuuksissa havainnollistettiin, millaisiin valmistustehtäviin käsilaser parhaiten sopii ja mitä erityispiirteitä sen hyödyntämisessä on. (Webinaarin tallenne ja kooste ovat saatavilla verkossa: https://www.hitleap.fi/kaytannonlaheista-kasilaserhitsausta-webinaari/ )
Osana WP3-toimintaa hanke hyödynsi yhteiskehittämistä yritysten ja asiantuntijoiden kesken. Järjestimme työpajoja, joissa yritysten suunnittelijat, tuotannon edustajat ja kouluttajat istuivat saman pöydän ääreen kehittämään oikeista tuotteista entistä hitsausystävällisempiä. Näissä työpajoissa käytiin läpi esimerkkejä osallistujayritysten omista tuotteista ja pohdittiin yhdessä, miten suunnitteluratkaisuja voisi muuttaa. Yhteiskehittämisen avulla yritykset saivat suoraan omiin tarpeisiinsa räätälöityjä parannusehdotuksia ja oivalluksia. (Aiheesta on julkaistu hankkeessa artikkeli “Yhteiskehittäminen valmistusystävällisen suunnittelun ytimessä”, jossa kerrotaan työpajan opit.) Työpajojen myötä eri organisaatioiden välille syntyi myös luottamusta ja yhteistä ymmärrystä, tällainen verkosto luo hyvän pohjan jatkaa kehitysyhteistyötä hankkeen päättymisen jälkeenkin.
TP4: Osaava hitsausoperaattori
Hankkeen ytimessä oli alusta alkaen ajatus, että teknologia yksin ei synnytä tuottavuusloikkaa, tarvitaan osaavat ihmiset, jotka pystyvät hyödyntämään uusia laitteita tehokkaasti – tässä tapauksessa hitsausrobottien käyttäjiä eli hitsausoperaattoreita. Työpaketti 4 keskittyi hitsaavan teollisuuden osaavan työvoiman kehittämiseen uudella tavalla. Yrityksissä kipukohtana on usein se, että kokeneita hitsaajia tai työnjohtajia on vaikea irrottaa tuotannosta pitkiksi ajoiksi koulutukseen, vaikka tarve uusiin teknologioihin ja toimintatapoihin perehtymiseen olisi ilmeinen. HitLeap-hankkeessa pureuduttiin hitsausautomaation lisäämisen haasteeseen rakentamalla monitasoinen koulutusmalli robottihitsausoperaattoreille. Mallin ideana on yhdistää joustava verkko-opiskelu ja lyhyet intensiiviset lähipäivät niin, että työntekijä voi hankkia vaadittavan osaamisen robottihitsauksessa joutumatta pitkäksi aikaa pois tuotantotehtävistä.
Koulutuspolun perustaksi kehitettiin digitaalinen verkko-oppimismoduuli Savonian Edunia-ympäristöön, jossa opiskelija voi omatoimisesti opiskella robotiikan ja hitsausautomaation teoriaa. Verkkokurssilla käytiin läpi mm. robottien toimintaperiaatteet, ohjelmoinnin logiikan perusteet sekä hitsausautomaatioon ja työturvallisuuteen liittyvät vaatimukset. Tämä etäopiskelujakso madalsi merkittävästi kynnystä siirtyä robottihitsauksen pariin, sillä teoriatiedon saattoi omaksua joustavasti työn ohessa. Kun osallistujat olivat verkkokurssin myötä saaneet vahvan pohjatiedon, voitiin siirtyä turvallisesti käytännön harjoituksiin.
Käytännön opetusta varten hanke järjesti räätälöityjä lähikoulutuspäiviä, joissa harjoiteltiin hanketoteuttajien omien laboratorioiden robottihitsausjärjestelmillä. Kursseja toteutettiin eri ABB- ja Yaskawa -merkkisillä roboteilla, joihin hanketoteuttajilla oli saatavilla osaaminen ja laitteistot, ja jotka myös edustivat hyvin alueen yritysten laitekantaa. Osallistujat pääsivät harjoittelemaan sekä perinteisillä hitsausroboteilla, että kevyemmillä yhteistyöroboteilla (kuten Universal Robots UR10e ja ABB GoFa). Näin varmistettiin, että koulutus antoi valmiudet sekä suuriin sarjatuotantoon soveltuviin robottijärjestelmiin, että joustaviin piensarjojen automaatioratkaisuihin. Lähikoulutuksissa opittu teoria muuttui konkreettisiksi taidoiksi: osallistujat ohjelmoivat robotin liikeratoja, säätivät hitsausparametreja ja ratkoivat todentuntuisia tuotantotehtäviä robottisolussa. Erityisesti kokeneille käsinhitsaajille tämä polku tarjosi suoran reitin laajentaa osaamistaan robottihitsauksen puolelle.
Hankkeen tärkeä perintö onkin, että nyt tarvittavat puitteet hitsausautomaation kouluttamiseksi on rakennettu alueelle valmiiksi. Olemme yhdessä testanneet ja hioneet koulutuspolut, jotta kynnys automaation hyödyntämiseen olisi yrityksille mahdollisimman matala. Alueen yrityksillä on mahdollisuus saada korkeatasoista hitsausautomaation koulutusta ilman massiivisia alkuinvestointeja tai pitkiä tuotantokatkoja. Joustavan toteutustapansa ansiosta siitä onkin muodostumassa pysyvä osa alueen oppilaitosten tarjontaa.
Robottihitsauksen laatu nousi esiin myös osana valmistusystävällistä suunnittelua. Hankkeessa tuotettiin lyhyt video ja artikkeli (Hitsaustekniikka 3/25 numero), jotka kokoavat yhteen neljä keskeistä tekijää, jotka vaikuttavat robottihitsauksen onnistumiseen: robottijärjestelmän ja prosessin hallinta, tuotteen soveltuvuus robottihitsaukseen, osien tasalaatuisuus sekä toimiva kiinnitintekniikka. Nämä tekijät on syytä huomioida jo suunnitteluvaiheessa:
Neljä pointtia robottihitsauksen laadusta! – HitLeap
TP5: Hitsauksen ja hitsattujen tuotteiden ympäristövaikutus
Valmistava teollisuus kohtaa yhä enemmän odotuksia osoittaa konkreettisesti, miten ympäristövaikutuksia hallitaan ja vähennetään. Kansainväliset tilaajat edellyttävät tarkkoja tietoja tuotteiden elinkaaren aikaisista päästöistä, ja vastuullisuus on noussut osaksi kilpailukykyä. Työpaketissa 5 havaittiin, että tuottavuuden parantaminen ja ympäristövastuun kasvattaminen eivät ole ristiriidassa, päinvastoin, ne tukevat toisiaan. Kun tuotantoprosesseja kehitetään, hukkamateriaalia ja virheitä vähennetään ja energiaa käytetään tehokkaammin, pienenee samalla myös valmistuksen hiilijalanjälki. Oleellista on kuitenkin pystyä osoittamaan nämä hyödyt luotettavasti ja läpinäkyvästi mitattavalla datalla.
Hankkeessa järjestettiin kaksi vastuullisuuswebinaaria, jotka tarjosivat pk-yrityksille ajankohtaista tietoa ja käytännön työkaluja vastuullisuustyön tueksi. Ensimmäisessä webinaarissa käytiin läpi keskeiset säädökset ja standardit, jotka ohjaavat valmistavan teollisuuden ympäristövastuuta. Toisessa keskityttiin siihen, miten vastuullisuustyö kannattaa aloittaa käytännössä ja mitä pieni yritys voi tehdä jo nyt. Webinaarit tarjosivat osallistujille konkreettisia esimerkkejä ja madalsivat kynnystä lähteä liikkeelle. Samalla yrityksiä rohkaistiin näkemään vastuullisuus mahdollisuutena kehittää liiketoimintaa, ei vain pakollisena velvoitteena.
Yrityksiä tuettiin konkreettisesti tarjoamalla koulutusta konepajojen hiilijalanjälkilaskurin käyttöön. Laskuri on kehitetty aiemmassa Kitako-hankkeessa, ja se on suunniteltu erityisesti valmistavan teollisuuden tarpeisiin. Koulutuspäivässä käytiin läpi, miten laskuria hyödynnetään CO₂-päästöjen laskennassa, miten tarvittavat lähtötiedot kerätään ja miten tuloksia tulkitaan. Työkalu auttaa pk-yrityksiä tunnistamaan päästövähennyspotentiaalia, kehittämään omia prosessejaan ja vastaamaan asiakkaiden yhä tarkempiin raportointivaatimuksiin.
Laskuri ja ohjeet: https://www.hitleap.fi/aineisto/
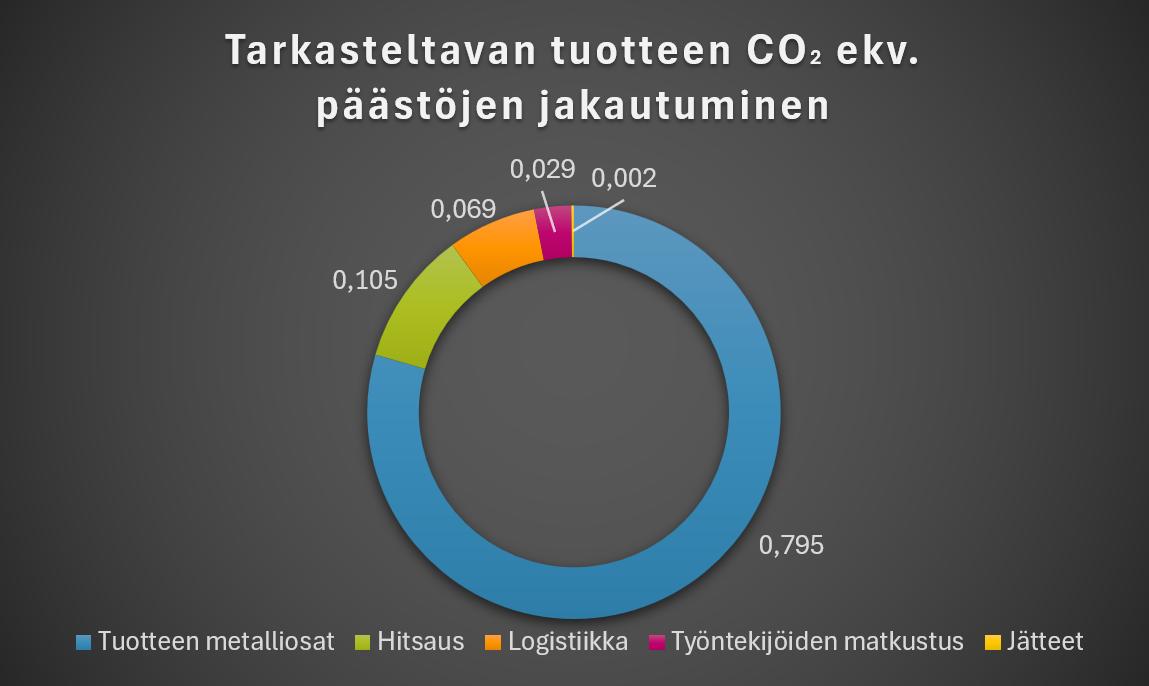
Vastuullisuusvaatimusten täyttäminen edellyttää yrityksiltä siirtymistä yleisluontoisista lupauksista tarkkaan ja todennettuun tietoon. HitLeap-hankkeessa tätä konkretisoitiin toteuttamalla syvällinen elinkaariarviointi (LCA) roottorin hiilijalanjäljestä. Laskennassa hyödynnettiin ammattilaiskäyttöön tarkoitettua SimaPro-ohjelmistoa, jolla pureuduttiin tuotteen elinkaaren jokaiseen vaiheeseen.
Analyysissa selvitettiin materiaalivalintojen ja teräksen alkuperän vaikutusta kokonaispäästöihin sekä arvioitiin itse valmistusprosessin, kuten hitsauksen energiankulutuksen, osuutta lopputuotteen hiilijalanjäljestä. Myös logistiikan merkitys ja alihankintaketjujen pituuden painoarvo otettiin osaksi vertailua. Tämä case-esimerkki tarjoaa valmistavan teollisuuden yrityksille käytännönläheistä tietoa ja työkaluja, joiden avulla ne voivat vastata tilaajien kiristyviin raportointivaatimuksiin ja kehittää omia prosessejaan entistä vähähiilisemmiksi.
Koko elinkaari haltuun – LCA-laskennan ABC – Savonia-AMK
Tallenne webinaariin:
https://www.hitleap.fi/mista-aloittaa-vastuullisuustyo-pk-yrityksessa-webinaari-tallenne/
Ihminen teknologisen murroksen keskiössä
HitLeap-hankkeen kokemukset osoittavat, että teknologinen harppaus on kestävä vain, jos ihmiset pidetään kehityksen keskiössä. Vaikka uusilla laitteilla ja ohjelmistoilla voidaan saavuttaa huomattavia tehokkuusparannuksia, niiden käyttöönotto vaatii rinnalleen osaavia ihmisiä ja avointa organisaatiokulttuuria. Kuten hankkeen julkaisusarjassa “Muutosjohtaminen kaksoissiirtymässä” (osat 1 ,4) on tuotu esiin, digitaalinen ja vihreä siirtymä eivät ole pelkkiä teknisiä investointeja, vaan edellyttävät muutosta toimintatavoissa ja ajattelussa. Onnistumisen edellytyksenä on avoin viestintä ja henkilöstön aito osallistaminen: yritysjohdon on tärkeää varmistaa, että kaikki työntekijät ymmärtävät muutoksen tavoitteet ja hyödyt. Kun henkilöstölle tarjotaan riittävästi koulutusta ja tukea, uudet teknologiat, kuten esimerkiksi hitsausautomaatio, eivät näyttäydy uhkana vaan arkea sujuvoittavina työkaluina. Kannustava johtamiskulttuuri, jossa uusia ideoita ja kokeiluja arvostetaan, luo pohjan jatkuvalle oppimiselle ja innovaatioille. Muutosta edistävät myös organisaation sisäiset muutosagentit: avainhenkilöt, jotka toimivat sillanrakentajina johdon ja työntekijöiden välillä tukien kollegoitaan uuden omaksumisessa ja poistaen käytännön esteitä. Lopulta onnistunut uudistuminen on osallistava prosessi, kun työntekijät pääsevät vaikuttamaan ja kehittämään yhdessä, syntyy aito omistajuus ja halu viedä muutokset maaliin. Nämä opit jäävät elämään hankkeen jälkeenkin ja auttavat alueemme yrityksiä navigoimaan teknologian ja kestävän kehityksen ristiaallokossa.

Tutustu tarkemmin hankkeen muutosjohtamisen julkaisusarjaan: https://www.hitleap.fi/muutosjohtaminen-kaksoissiirtymassa-osa-1-johtaminen/
https://www.hitleap.fi/muutosjohtaminen-kaksoissiirtymassa-osa-2/
Muutosjohtaminen kaksoissiirtymässä OSA 4: Organisaatiokehittäminen vihreässä siirtymässä – HitLeap
Lopuksi: Yhteenveto ja vaikutukset
2,5-vuotisen HitLeap-hankkeen aikana Itä-Suomessa järjestettiin kymmeniä tilaisuuksia, koulutuksia, webinaareja, työpajoja ja demopäiviä, joiden kautta kymmenet yritykset ja sadat alan ammattilaiset saivat uutta tietoa ja osaamista.

Kaikkiaan hankkeessa järjestettiin tai pilotoitiin 37 erilaista tapahtumaa, ja yhteistyössä oli mukana noin 40 yritystä Pohjois-Savosta ja lähialueilta.
Lisäksi hankkeessa tuotettiin lukuisia julkaisuja: projektin verkkosivuille ja alan julkaisuihin on kirjoitettu 20 artikkelia, opasta tai raporttia, jotka käsittelevät hankkeen teemoja laserhitsauksesta hiilijalanjälkilaskentaan. Näiden myötä alueen teollisuudelle jäi konkreettisia aineistoja ja työkaluja hyödynnettäväksi myös hankkeen päätyttyä.
Hitleap-hankkeen julkaisut löytyvät:
Lisäksi Hitsaustekniikka –lehden julkaisut:
– Nro 6/2025
o Hitsausrobotit – Käyttäjäystävällisyyttä ja tehokkuutta Essenissä – Aku Tuunainen
– Nro 4/2025
o Katsaus hitsauksen tulevaisuuteen – Teknologia ja vastuullisuus kehityksen ytimessä – Fanny Salberg
– Nro 3/2025
o Laatua valon voimalla: Laadunvarmistus laserhitsauksessa – Jussi Asikainen
o Neljä pointtia robottihitsauksen laadusta – Aku Tuunainen
Kiitoksia hankkeeseen osallistuneille!
Hanke oli Euroopan unionin osarahoittama, ja sen päärahoittaja oli Etelä-Savon ELY-keskus (ESR+).
Kirjoittaja
Henri Juntunen, TKI-asiantuntija, Savonia-ammattikorkeakoulu
