
Savonia-artikkeli Pro: Uutta näkökulmaa hitsaukseen – Kokemuksia käsilaserista
Savonia-artikkeli Pro on kokoelma monialaisen Savonian asiantuntemusta eri aiheista.
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
Vierailin HitLeap-hankkeen mahdollistamana Saksassa Essen Schweissen & Schneiden 2025 -messuilla, jotka perinteisesti järjestetään joka neljäs vuosi Essenissä ja jotka ovat yksi maailman merkittävimmistä hitsaus- ja leikkaustekniikan tapahtumista. Yksi selkeästi esiin noussut vetonaula useilla eri valmistajilla oli hitsauskoneena käsilaser, johon perehdyin matkallani eniten. HitLeap-hankkeessa tavoitteena on tuoda uusinta teknologiaa ja innovatiivisia koulutusratkaisuja hitsausautomaation alalle (HitLeap 2025).
Hitsauslaitteistona käsilaser eroaa perinteisistä kaarihitsaus MIG-, MAG- tai TIG-menetelmistä suurimmilta osin energian siirtymisessä. Perinteiset menetelmät perustuvat kaarihitsauksessa tuotettuun valokaareen, siinä missä käsilaser taas perustuu valonsäteeseen. Käsilaserilla voidaan hitsata lisäaineen kanssa tai ilman lisäainetta. Käsilaserissa voi olla myös puhdistus- ja leikkaustoiminto samassa laitteistossa. Suojakaasuna käytetään typpeä tai argonia.
Käyttökokemukset ja ergonomia
Hitsaajan näkökulmasta pääsin kokeilemaan useiden eri valmistajien laitteistoja. Ensimmäinen huomio oli käytön helppous ja lähes äänettömyys hitsatessa. Hitsit olivat siistejä ja lähes roiskeettomia eri materiaaleille. Pääsin testaamaan ruostumattoman, haponkestävän-, ja rakenneteräksen, sekä alumiinin hitsaamista. Käsilaserit soveltuvat myös titaanin ja kuparin hitsaukseen mutta tällä kertaa niiden hitsaus jäi testaamatta. Pieni lämmöntuonti ei tuntunut hitsatessa heijastuvana lämpönä käsiin tai kasvoihin, kuten yleensä hitsatessa kaarihitsausmenetelmillä.
Hitsauspoltin on pistoolin mallinen, ja siihen sisältyy kaapeli, johon kuuluu laserkuitu, sekä muut tarvittavat datajohdot, letkut ja kaapelit. Polttimia oli eri kokoisia ja painoerot valmistajien välillä huomasi nopeasti.
Ergonomian tärkeyden nostan korkealle, koska kyseessä on käsillä tehtävää työtä ja pienemmän polttimen ansiosta ahtaat kappaleet on helpompaa hitsata sekä keventää tekijälle staattisuudesta johtuvaa rasitusta. Polttimeen kytkeytyvän kaapelin vahvuudella on merkitystä polttimen käsittelyssä joustavuuden ja painon vaikuttaessa käyttöön. Käyttöliittymissä oli merkittäviä eroja käytettävyyden ja ominaisuuksien vertailussa, kuten lisäaineen syötön tarkkuudessa ja siihen liittyvissä säädöissä. THEO markkinoi kevyimmän poltinratkaisun vain 680 g painavaksi (Theo 2025).


Käsilaserin hitsausasento on vetävä, mikä eroaa perinteisen kaarihitsauksen yleisistä poltinasennoista. Vetävä kuljetusasento johtuu lisäaineen syötöstä, ja sen tarkoituksena on säätää samalla kuljetusnopeus tasaiseksi. Ilman lisäaineen syöttöä kuljetus voi olla työntävä, mutta huomioitavaa on säteen suunta ja mahdolliset heijastumat. Hitsauspolttimen liipaisinratkaisussa oli eroja ja osalla valmistajista oli tuotu lisätoimintoja, kuten lisäaineen syötön katkaisu erillisellä kytkimellä polttimeen. Käsilaserilla voi siis hitsata ilman lisäaineen syöttöä tai sen kanssa. Lisäkytkimen integrointi polttimeen tukee ja nopeuttaa esimerkiksi kappaleiden silloitustyötä, kun lisäaineen syöttö halutaan katkaista nopeasti.
Osa valmistajista tarjosi laitteistoa jopa kahdella lisäaineen syöttöratkaisulla. Käytännössä kaksi eri lisäainetta on mahdollista olla samaan aikaan kiinni koneessa ja vaihto lisäaineiden välillä käy nopeasti. Samaa lisäainetta voidaan myös syöttää yhtä aikaa kahdesta langansyöttölaitteistosta. Hitsauskoneiden fyysinen koko yleensä kasvaa, kun hitsaamiselta vaaditaan enemmän tehoa ja ominaisuuksia.
Turvallisuus ja suojaus
Turvallisuus on käsilaserin käytössä tärkein huomioitava asia. Käsilaserin käyttö vaatii hitsaajalta ihoa suojaavat palosuojatut varusteet. Laserlaitteet luokitellaan turvallisuutensa mukaan luokkiin 1–4, joista luokan 4 laitteet ovat vaarallisimpia. Kaikki laserhitsauksessa, -leikkauksessa ja -puhdistuksessa kuuluvat luokkaan 4. Työnantajan tulee varmistaa laitteiston olevan kokonaisuudessaan EU-vaatimusten mukainen. Pelkkä CE-kirjainyhdistelmä laitteen kyljessä ei riitä, vaan dokumenteista täytyy löytyä EU-vaatimustenmukaisuusvakuutus juuri kyseiselle laitekokonaisuudelle, eikä pelkästään laitteiston laserteholähteelle tai polttimelle. (Ionix 2025.)
Lasersäteilyn aallonpituus on 1000–1100 nm. Näillä aallonpituuksilla säteily on silmälle näkymätöntä, mutta osuessaan silmään se läpäisee sarveiskalvon ja mykiön aiheuttaen silmänpohjaan vaurion tai näkökyvyn menetyksen. Eri valmistajat maahantuojineen tarjosivat erilaisia suojalaseja erilaisella suojaustasolla. Esimerkiksi jatkuvaa sädettä tuottavilla käsilasereilla tyypillisesti vaaditaan vähintään D LB8 TAI D LB9 mukaiset suojalasit kirjattuna laseihin (Ionix 2025.) Messuilla oli esillä erilaisia sangallisia suojalaseja, joiden käyttö yhdessä asianmukaisen hitsausmaskin kanssa riittävät suojaamaan silmät oikein käytettynä. Säteen osuessa ihoon se voi vahingoittaa syvällä olevia kudoksia, jonka vuoksi tarvitaan myös ihoa suojaava vaatetus.


Lisäksi on huomioitava myös ympärillä oleva tila, sekä muut ihmiset. Siihen messuilla esitettiin ratkaisuksi muun muassa suojaseinillä varustettuja hitsauspisteratkaisuja. Käsilaserhitsauksessa tilan tulee olla kokonaan suojattu, ja suojaus tulee varmistaa suojaseiniin asennettavilla turvakytkimillä. Hitsausmaskeissa oli myös jo osalla valmistajista biometristä toimintoa tukeva suoja. Biometrinen suoja tunnistaa käyttäjän sulkeneen hitsausmaskin ja hitsauskoneesta voi vain silloin saada säteen ulos. Huomioitavaa on, että polttimen täytyy olla vielä kontaktissa kappaleeseen, johon on virtalähteeltä johdettu erillinen kontaktikaapeli suojaamaan tahatonta säteen ulostuloa. Hitsaus vaatii myös savukaasujen ja huurujen poiston, kuten kaarihitsaus.
Tuottavuus, soveltuvuus ja tulevaisuuden näkymät
Asiantuntijan näkökulmasta prosessi on mullistava hitsausnopeudessa. Käsilaserin tehot ovat yleisesti 1–3 kW välillä. Hitsausnopeutta verrataan TIG-hitsauksen jopa 10 kertaa nopeammaksi (Ionix 2025; Theo 2025). Kuljetusnopeus voi nousta ohuilla levynpaksuuksilla jopa 100 mm/s asti (Ionix 2025).
Lämmöntuonnissa on myös merkittävä ero verrattuna kaarihitsaukseen, ja siitä johtuvat kappaleiden muodonmuutokset ovat vähäisempiä, mikä vähentää jälkikäsittelyä ja lisää tuottavuutta. Myös roiskeettomuus on suuri tekijä visuaalisessa laadussa ja jälkikäsittelyn määrässä, mikä voi olla etuna kilpailukyvylle.
Käsilaser ei kuitenkaan riitä korvaamaan kaarihitsausprosesseja täysin, vaan tulee olemaan joissain tapauksissa niille tuottavuutta lisäävä vaihtoehto. Suunnittelun merkitys varhaisessa vaiheessa on keskeinen, kun mietitään parasta hitsausprosessia tuottavuuden kannalta.
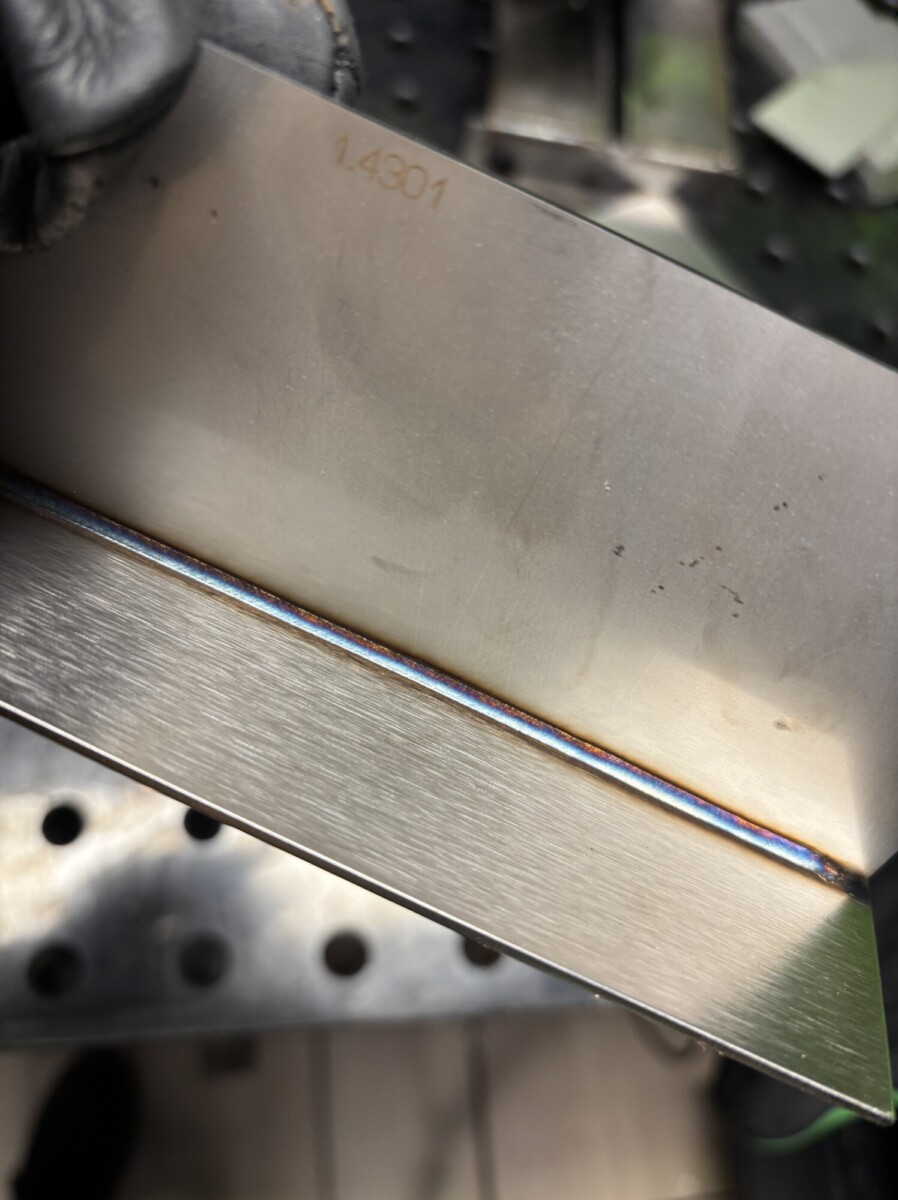
Käsilaserissa voi olla paljon potentiaalia tuottavuuden kehittämisessä, etenkin ruostumattomien ja haponkestävän teräksen hitsauksessa. Tehokkuus käsilaserissa riittää myös paksumpien materiaalien hitsaukseen, kuten tarkkuutta vaativaan silloitustyöhön, jossa etuna on hyvä tunkema ja pieni kupu. Kokemus esimerkiksi ruostumattoman teräksen päittäisliitoksen läpihitsautumisessa 4 mm ainevahvuudella oli vakuuttava. Alumiinin hitsauksessa tietyillä seoksilla voi syntyä huokosia, kun kaasukuplat eivät ehdi poistumaan ennen hitsin jähmettymistä. Muilta osin alumiini on kuitenkin hyvin hitsattavaa. Mitattava ulkopuolinen hitsin A-mitta ei ole yleisesti vastaava, kuin perinteisellä kaarihitsauksella mutta tunkeuma on siitä huolimatta syvä. Teräksen hitsauksessa esimeriksi 2 kW koneille luvataan lähes 8 mm tunkeuma (Ionix 2025).
Hitsauspoltin ja optiikka sen sisällä vaatii huolellista käyttöä. Käsilaserlaitteistojen kuluvien osien hinnat eivät poikkea merkittävästi muissa prosesseissa käytettävien laitteistojen vastaavista. Laitteistojen hinnat tulevat jatkuvasti alemmaksi ja kilpailukykyisemmiksi ja sen seurauksena on odotettavissa myös hitsauskoneiden määrän lisääntyminen. Laitteistojen määrän lisääntyessä on kuitenkin olennaista muistaa huomioida niiden turvallinen käyttö ja -toiminta.
Auf Wiedersehen!


Kirjoittaja:
Jari Väisänen, Savonia KoneTKI, Tekninen asiantuntija, Hitsaaja, IWS
Lähteet:
HitLeap 2025. HitLeap-verkkosivut. Verkkosivu. Saatavissa: https://www.hitleap.fi/. Viitattu 30.9.2025.
Ionix 2025. Käsilaserhitsaus. Verkkosivu. Saatavissa: https://www.ionix.fi/kasilaserhitsaus/. Viitattu: 30.9.2025.
Theo 2025. Theo-verkkosivut. Verkkosivu. Saatavissa: https://theo.inc/theo-ma1-laser-welding-machine/. Viitattu 3.10.2025.
Tekstin rakenteen muotoilussa on käytetty Microsoftin Copilot-kielimallia.